资讯会员登录
×
什么是丝光?
丝光:纺织品在承受一定张力的状态下,借助浓烧碱的作用,并保持所需要的尺寸,可获得丝一般的光泽,这一过程被称为丝光。
丝光目的
1.改善织物表面光泽和手感
由于纤维的膨化,纤维排列更加整齐,对光线的反射更有规律,因而增进光泽度。
2.提高染色得色率
经过丝光整理后,纤维的晶区减少,无定形区增加,因而染料更易进入纤维内部,上色率比未丝光的纤维棉布提高20%,且鲜艳度提高,同时增加对死面的遮盖力。
3.提高尺寸稳定性
丝光有定型作用,可以消除绳状皱痕,更能满足染色和印花对半制品的质量要求。最主要的是经过丝光后,织物伸缩变形的稳定性得到了很大提升,因而大大降低了织物的缩水率。
丝光原理
纤维发生了不可逆的溶胀,Na+水化程度很强,大量水被带入纤维内部,从而引起纤维剧烈溶胀。
丝光过程中,天然纤维素,也称纤维素Ⅰ,与烧碱作用,可生成碱纤维素。碱纤维素极不稳定,经水洗即水解并生成水合(水化)纤维素,再经脱水、烘干,得到丝光纤维素,即纤维素Ⅱ。
影响丝光效果的主要因素是碱液的浓度、温度、作用时间和对织物所施加的张力。
主要利用浓烧碱溶液(约18~25%)来处理棉、维/棉或涤/棉织物,所以能获得良好丝光效果的根本原因,是在于浓碱液能使棉纤维发生不可逆的剧烈溶胀,除此以外,还必须配合以适当的张力。
当棉纤维在浓碱液中发生了剧烈的溶胀以后,纤维的截面由扁平的腰子形或耳形转变为圆形,胞腔也发生收缩,对完全丝光的纤维来说几乎缩为一点。而且纵向的天然扭转消失,如果再施加适当的张力使纤维得到拉伸或者不发生收缩,这样纤维表面的皱纹消失,变成十分光滑的圆柱体,对光线呈有规则的反射,显现出光泽。
棉纤维经受浓碱作用后,发生剧烈的溶胀,不仅表现在晶格参数的改变,而且还有部分的晶区转变为无定形区,经过水洗去碱和干燥之后,虽然在纤维直径方向还会发生一定程度的收缩,但已不能回复到原来的状态,而是基本上把溶胀时的形态保存下来,成为不可逆的溶胀,以致所获得的光泽是耐久的,同时由于无定形区的含量增大,纤维的吸附性能因而提高。

至于棉纤维在浓碱液中,所以会产生不可逆溶胀的原因,主要认为棉纤维在浓碱液中能与氢氧化钠形成纤维素钠盐(纤维素—ONa),由于钠离子是水化能力很强的离子,当它与纤维素结合时,会有大量的水份被带入纤维的内部,从而引起纤维的剧烈溶胀,并且也能对碱液浓度过高或碱液中带有食盐一类的电解质,为什么会导致纤维溶胀减小的原因,作出适当的解释。其实除了这样的解释之外,还有一些其它的解释。例如,应用膜平衡原理,也能对纤维溶胀性能作出比较满意的解释,简要说明如下。
利用膜平衡来阐明丝光原理,是把纤维内部视作膜内系统,外部的碱液视作膜外系统。当纤维与碱结合后,便有纤维素—O-、Na+、OH-等离子存在,如果有食盐时,则还有Cl-。其中纤维素—O-只能在膜内,不能扩散到膜外去,而其他的离子都是可移动的,并按照一定的条件在膜内、外建立平衡。
如果在平衡过程中膜内、外体积相等,而且不变,达到平衡时,膜内(I)、外(O)离子的浓度可表示如下:
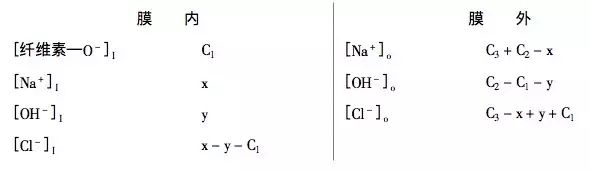
如果作用前NaOH的浓度为C2,NaCl浓度为C3,平衡后纤维素与碱作用形成的〔纤维素—O- 〕为C1,而x,y分别为平衡后膜内Na+、OH-的浓度。平衡时,膜内外必须分别保持电性中和,所以[Cl-]1 为C3-x+y+C1,而【Cl-]。
同时,可移动的任何一价阳离子(如Na+),膜内、外浓度的比值都应相等,而且反比于阴离子浓度,即:

平衡后,可移动的离子在膜内的总浓度大于在膜外的总浓度,因而产生了渗透压(P),从而导致水向纤维内部渗透,并使纤维发生溶胀。离子浓度差越大,所产生的渗透压也越大。
膜内可移动的离子总浓度大于膜外,离子总浓度可以从下式得到证明:

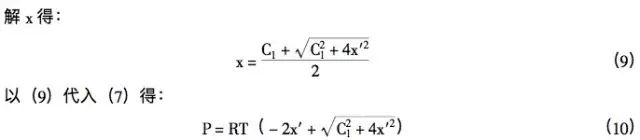
根据(10)式,可以明显地看出,当C1越大,而x'越 时,P值越大。所谓C1越大,也就是说纤维素和碱的结合量大,x‘小,也就是指膜外Na+浓度小。十分显然,若有盐存在,由于它不但不能提高C1,徒然增加膜外Na+的浓度,使渗透压减小,不利于溶胀。同样的原因,过度提高碱液浓度,也会使纤维的溶胀减小。特别是在C1很小,x'很大时,渗透压趋向于零。这种结论与实验事实基本上是一致的。
丝光控制要点
一、张力
张力对织物光泽的影响
棉织物用浓碱处理时,只有加上适当的张力,才能显示出良好的光泽,从张力对棉纱丝光后性能的影响可以看出:张力大,光泽好。
张力对织物机械性能和吸附性能的影响
即在无力条件下,棉纱线的强力已获得提高,如果施加适当的张力,其强力还可以进一步提高,但光泽增加的并不多,且断裂延伸度和吸附性能却有所下降。
张力对织物缩水率的影响
丝光时,经纬向张力对织物缩水率有极为重要作用。
实际生产中,各种规格的织物经纬向缩水率是不平衡的。卡其、府调等经密较高的织物,经向缩水率大大超过纬向缩水率,所以优先考虑经向张力;而平布等一类薄织物则正好相反。
二、温度
烧碱与纤维素纤维的作用是放热反应,所以提高碱液温度有减弱纤维溶胀的作用,从而降低丝光效果,表现在收缩率和钡值下降,所以丝光碱液以低温较好,但实际生产中考虑到经济效益,以及温度过低碱液粘度增大,使减液难以渗透到纱线和织物内部,再有扩幅较难,所以通常采用轧槽夹层通入冷流水使碱液冷却即可。
三、时间
丝光作用是使烧碱迅速均匀而充分地渗入棉纱or织物内部和纤维发生作用,因此必须保证一定的时间。将棉纱用280g/lNaOH在无张力下丝光,发现,20s时间就能使纱线收缩率和对dye吸收率达到最大值,延长时间对增进丝光效果并不显著。此外,时间与碱浓度和温度有关,浓度低时,应适当延长作用时间;一般采用50~60s。
四、去碱
去碱对丝光的定型作用有很大影响,若放松张力后,织物上还有5%以上的碱,则织物仍会收缩,从而影响光泽、纬向缩水率。
去碱分两步进行:
①在扩幅情况下,使用冲吸装置将热稀碱淋洗织物;
②放松纬向张力后,进入去碱箱,用淡碱洗蒸。
丝光方法
1.干布丝光
传统的棉织物丝光通常都是将烘干、冷却后的织物在室温条件下用浓烧碱溶液处理,即室温下干布丝光。干布丝光工艺比较容易控制,质量也较稳定。但因要求烘干,能耗较大,生产周期较长。
2.湿布丝光
湿布丝光可以省去丝光前的烘干工序,节省设备和能源。而且湿布丝光工艺中,因纤维膨化足,吸碱均匀,产品品质较好。但湿布丝光对丝光前的轧水要求高,轧余率要低(50%~60%),且轧水要均匀,否则将影响丝光效果。湿布丝光时碱液易于冲淡,因此补充的碱液浓度要高,并要维持盛碱槽内碱液浓度均匀一致。
3.热碱丝光
常规丝光工艺是室温丝光(18~20℃),碱液较粘稠,不易渗透,易造成“表面丝光”,厚重紧密织物要获得均匀透彻的效果,困难更大。热碱渗透性好,但膨化较差。因此采用先热碱,后冷碱的丝光工艺。热碱的先期渗入,有利于冷碱液的继续渗入,使织物带有较多的碱量,产生均匀而有效的膨化。
主要优点
(1)丝光作用均匀,效果良好;
(2)光泽、强力、尺寸稳定性都较常规丝光优越;
(3)可与煮练工序合并,缩短工艺路线,降低成本,提高经济效益(在冷却前,使浸热碱的织物汽蒸10′,常压)
丝光设备
常用丝光机有布铗丝光,弯辊丝光和直辊丝光机。以布铗丝光机效果最好,应用最广。
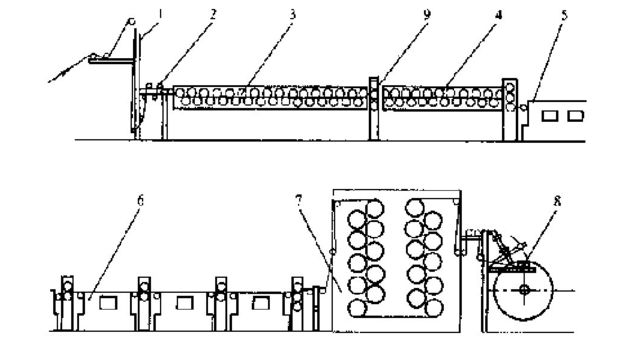
1.布铗丝光机
由前轧碱槽、绷布辊、后轧碱槽、布铗扩幅装置、去碱箱、平洗机等部分组成。
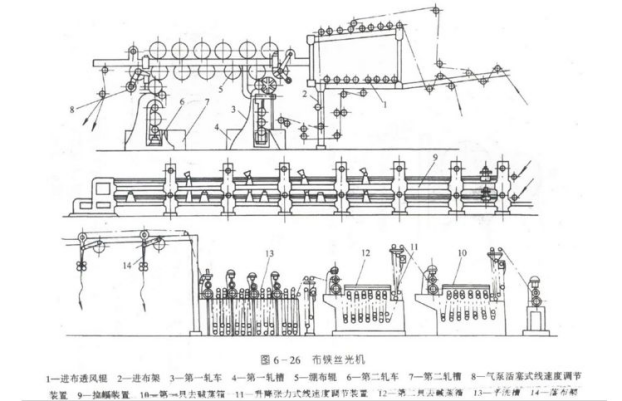
优点:张力易控制,织物缩水率、去碱效果比具它丝光机理想。 缺:布铗部分易产生机械性疵布,设备占地大。
2.直辊布铗丝光机
由进布装置、轧碱槽、重型压辊、去碱槽、去碱箱与平洗槽等部分组成。
特点:常以双层进行,产量较高,丝光均匀,不会产生破边;机身较短,传动简单,操作方便,但扩幅作用差(纬回缩水率难达国标),这是其主要缺点。国内有的厂采用布铗与直辊并用,较好的解决了这一问题。



 苏公网安备:
苏公网安备:
{kind=link}