资讯会员登录
×
用于加工“法莱绒”的涤纶DTY生产工艺探讨
随着人们对服装、家纺用品舒适性、功能化的不断追求,以及对生物仿真认识的不断提高,涤纶长丝作为合成纤维的主要品种正在向细旦及差别化方向发展。同时具备两者方向的超细纤维(含异型纤维)凭借织物优良的悬垂性、手感柔软;也能形成很紧密的织物,从而使其功能性得到改善,防水、防风、透湿、绝热性提高,具有丝样外观,光泽柔和。
超细异型纤维(扁平状)
经特殊工艺纺练而成的截面为扁平状的新型维卡纤维-扁平丝(150D/288F)是采用喷丝孔截面呈特殊的“一字型”喷丝板加工而成,原丝断面体现出独特而优雅的光泽效果,并具有优秀的毛直立性”。具有较好柔软滑糯的手感、光泽好、抗起球、耐污、刚性好、起绒织物绒直立性好、织物具有排斥弹性等诸多优点,主要用做舒棉绒、冰花灯芯绒、珊瑚绒、法莱绒等产品。具有很好的市场前景。
试验
设备选型
聚合采用中国纺织设计院五釜流程工艺,主要设备采用南京化工机械厂生产的聚合釜,直纺设备选用瑞士MAAG公司的熔体增压泵,中纺院的熔体管道(配备PROMIX静态混合器)、配备EVO装置的环吹风系统和德国Barmag(ACW系列)全自动卷绕设备;日本“卡森”公司定制的异形喷丝板:
DTY加工设备为ATF-12 3V3型加弹机:日本TMT公司制;
测试仪器: YGO23B 单纱强力机:常州纺织仪器厂制;
UT-5条干均匀度仪:瑞士乌斯特公司制;
KMG- ME卷缩率测定仪:德国Textechno公司制;
MQ-20C纤维含油率分析仪:德国Brucker公司制;
YG086C缕纱测长仪; YG368 卷缩测试仪:常州纺织仪器厂制;
PL403电子天平,瑞土梅特勒-托利多公司。
原辅材料
采用台湾台化公司的PTA和扬子石化的EG集合生产:熔体特性粘度(0. 668土0.01) dl/g,熔点大于等于255. 0℃,端羧基含量小于等于25. 0mol/L,二甘醇质量分数小于等于1. 2%。纺丝油剂采用德国S-S公司L-165 POY 油剂; DTY 加工采用传化新型环保油剂702S.
DTY生产工艺流程
POY原料(扁平丝)→原丝架→剪丝器→预网络→第一罗拉- +止捻器→第一热箱→冷却板→假捻器→第二罗拉→主网络器→辅助罗拉→第二热箱→第三罗拉→探丝器→上油罗拉→卷绕→DTY检验包装
结果与讨论
纺丝
1)确保熔体品质及输送质量

2)将熔体输送温度维持在270~280℃为佳。
3)纺丝计量泵
使用带混合头的PROMIX计量泵,使熔体在计量泵中、进入组件前充分混合均匀。
4)控制组件内过滤材料的选用及组件初始压力。

5) EVO环吹风冷却系统改造及上油集束位置的改变(注意: POY上油的OPU值为0. 5%)。
6)喷丝板的选择。
喷丝板功用是将精确计量过的纺丝熔体通过喷丝板上的微孔喷挤出-定粗细和质地细密的纤维束。它的质量是保证纤维成品质量和良好纺丝工艺的重要条件。本文中扁平纤维采用孔形为哑铃形喷丝板。
加弹(DTY)
1)加工速度。
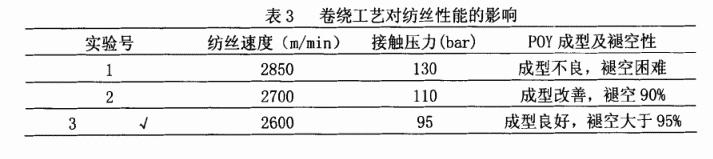
由于该扁平丝品种单丝纤维小(O. 5dpf),纺丝过程中冷却条件缺陷( 中间丝束冷却较困难),在生产过程中,先后发生单丝并丝现象(出现粗细丝)和毛丝存在现象,而且该品种底部卷绕张力大,断裂强度较圆孔丝下降,导致加弹过程中退绕困难,工艺条件波动大。纺丝我们改用两组U型导丝器解决了并丝问题:同时,通过改变卷绕成型角度和接触压力,使用高强度纸管等,使该品种的后加工退空率达95%以上。卷绕成型工艺的调整效果见表4。
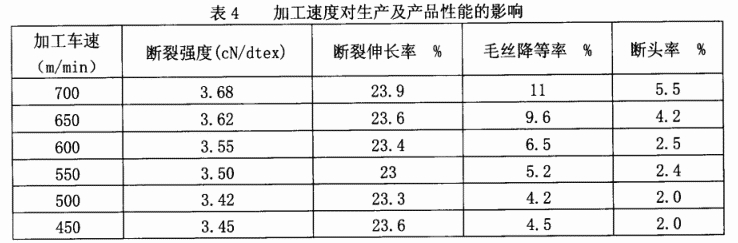
加弹过程中试验加工速度,如果速度过高,会造成毛丝多,假捻变形效果差,卷曲收缩率小及卷曲稳定度低。
从表4可以看出,加工速度为400~700m/min,可以进行正常生产,适宜的加工速度为500m/min。
2)拉伸倍数
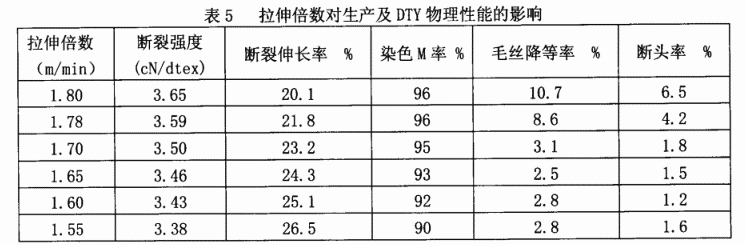
拉伸倍数要选择偏低一些。拉伸倍数太高,加工时易产生毛丝,断头增加:拉伸倍数太低,由于拉伸不充分可能产生僵丝、紧点、染色断斑(中短片段),卷曲收缩率低,丝的蓬松性差。
从表5可以看出,拉伸倍数为1.60~1.78,生产状况较好,适宜的拉伸倍数为1.70。
3)D/Y值
D/Y值的选择要比常规产品偏高。D/Y值太低,T2张力太高,易产生毛丝。试验证明,D/Y 值选用1.68~1. 75较为合适。
4)热箱温度
为减少毛丝,第一热箱温度在满足变形所需要的前提下,应尽量偏低-些,但如果太低则不能保证拉伸所需热量,造成卷曲收缩性能太差。试验表明,第一热箱温度选择160~ 185℃较好。第二热箱温度为定型温度,该温度应尽量高一些,因为较高的温度有利于提高超细旦多孔涤纶DTY的结构稳定性和手感(绒感),并能消除纱线加工过程中存在的残余扭矩,有利于织造的顺利进行,但温度太高会使卷曲收缩变差,手感变硬。试验表明,第二热箱温度选择180~ 200℃较好.
5)网络
由于该品种属多孔超细纤维,为减少和避免产生较多毛丝,试验过程中选择预网和中网相结合手段,分别选用台湾DH13预网喷嘴和海博林P243中网喷嘴,网络点控制在120个左右。
6)超喂率
由于超细旦产品单丝总比表面积增大的实际情况,纤维束与上油导丝器摩擦力很大。选择稍高一些的超喂率以利于保持纱线结构。适宜的试验表明,选择第二超喂率为7. 5%,第三超喂率为6. 5%较为合适。
7)油剂
由于该扁平丝是经特殊工艺纺练而成的截面为扁平状的新型维卡纤维,DTY加工过程中和在后道加工整理过程中对所使用得油剂要求非常高,加之其最终产品为家纺产品,故我司假捻选择环保专用油剂702S,使用3.5%上油。
后整理
成品“法莱绒”的效果很大-部分是通过后整理才体现出来的。由于原料的特殊性,为加强效果,本产品不仅要采用斜纹组织,更要经过坯定型处理,只有这样,纤维的充分收缩、蓬松性才能更突出。另外,由于涤纶模量较大,织物表现比较挺括、耐用、不易变形,需要对其进行柔软整理。经过以上过程后,织物手感更加丰满、柔软,进一步提高了仿真度和服用性能。
后整理部分工艺流程:
坯检→预定形→碱减量→染色→柔软(上柔软剂)→刷毛→梳剪烫光→成品定形→包装部分工艺参数:
浸轧(轧余率70%~80%),-烘定型(160~170℃),给湿率10~13%;车速:20~30m/min
注:后整理中,个道I序的温度、速率等要严格控制
结论
(1)加工扁平丝纤维,即要达到毛直立性好,同时又要具有柔软滑糯的手感,还要兼颐纤维可纺性,所以喷丝板的选择很关键,本工艺选择孔长宽比10:1、喷丝孔呈园形排布方式有着较好的效果;
(2)纺丝EVO环吹风可以保证扁平丝冷却均匀,减少后加工断头和张力波动,提高满卷率;
(3)选择抱合性好、热稳定性佳、抗飞溅性强的环保油剂,并且纺丝和假捻均采用较高的理论上油率,一方面可以降低过程断头,保证产品染色性能的稳定,同时满足上高速经编机的要求;
(4)鉴于实际产品存在退绕困难和毛羽偏多的情况,选择合适的卷绕参数(如卷绕角等,以控制卷径为准);
(5)后整理中,各道工序的温度、染液PH值、速率等要严格控制。



 苏公网安备:
苏公网安备:
{kind=link}