资讯会员登录
×
替代氨纶使用的涤纶DTY的研制
生产高弹面料中,生产厂大多选用弹性性能好的氨纶纤维,但也存在着氨纶纤维本身制造成本较高等问题。能否使用价格相对便宜的涤纶DTY丝来替代氨纶纤维,关键在于能否赋予涤纶DTY很高的弹性性能,即涤纶DTY的卷缩指标要接近氨纶的卷缩指标。本公司客户提供的氨纶样品卷缩为60%,为满足客户卷缩需求,扩大产品应用领域,开发了167dtex/38f高弹产品。试生产时产品卷缩指标达不到用户要求。通过运用正交实验,对高卷缩丝生产工艺进行了优化,取得了满意效果。
正交实验
原料与设备
涤纶POY丝,291dtex/38f半消光纤维,仪化三厂生产,批号为6025。其物理指标为:规格291/38SD;线密度(dtex/f)291.3/38;断裂强度2.15cN/dtex;断裂伸长135.2%;热应力63.0cN;条干不匀率0.98%;OPU含油率0.40%。
因对卷缩要求很高,故采用法国V型加弹机ICBTFTF12E3+AD。设备锭位间速度温度均匀,且丝条紧贴受热和冷却部件,抖动小,出现僵丝和热量不均匀的情况较少。
喷嘴为P203;卷缩仪为德国TEXTUMATME自动卷缩仪。
考察指标及数据采集方法
要考察的指标为DTY丝卷曲收缩率(%)。数据采集办法是,在同一机器同样锭位使用同一原料,生产6个锭位的样品,数据取其平均值。
实验设计
挑因素
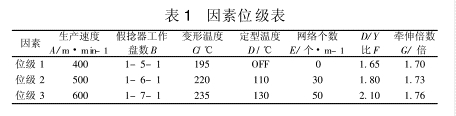
根据对工艺要素的分析,本实验需要考察生产速度、假捻器工作盘数、变形温度、定型温度、网络个数、D/Y比、牵伸倍数7种因素。
选级位
(1)生产速度A该批号原料在12E3机型生产的极限加工速度为980m/min,常规丝生产速度的为750m/min。由于高弹丝需要低速以获得较高和较稳定的丝条温度,兼顾丝条受热时间和生产成本,故选定生产速度各位级A1=400m/min,A2=500m/min,A3=600m/min。
(2)假捻器工作盘数B该机型的理论工作盘数为3片到8片,在实际生产中,1-3-1的盘组合升头困难,生产中易逃捻;1-8-1的盘组合,盘片太多,导致假捻器装置抖动、丝条张力CV值大、丝条抖动。因此,选择假捻器工作盘数各位级B1=1-5-1,B2=1-6-1,B3=1-7-1。
(3)变形温度C丝条在变形热箱受热后,在假捻器的摩擦作用下形成捻度,从而得到卷曲形态,变形温度越高越有利于丝条变形,但涤纶的融化温度为230~250℃,为避免丝条融化形成僵丝,通过换算,热箱温度应不高于235℃。因此实验选择变形温度各位级C1=195℃,C2=220℃,C3=235℃。
(4)定型温度D丝条在假捻器作用下变形以后,进入定型热箱,获得了应力松弛,温度越高,应力松弛越彻底,卷曲形态越弱,卷曲收缩率就越小。因此实验选定了定型温度各位级D1=OFF(关闭热箱,温度等于室温25℃),D2=110℃(定型热箱最低控制温度),D3=130℃。
(5)网络个数E因为用户将产品用于机织布和针织布,网络应选择微网到轻网水平,选择各位级分别为E1=0个/m,E2=30个/m,E3=50个/m
(6)D/Y比FD/Y是工作盘和加工速度的比值,D/Y比太大,解捻张力会太低,丝条在定型热箱和喷嘴等地方由于张力太低,容易飘丝、缠丝;D/Y比太小,解捻张力不稳定,丝条受盘片力不均匀。按照经验,选择D/Y比各位级分别为F1=1.65,F2=1.80,F3=2.10。
(7)牵伸倍数G牵伸倍数影响DTY线密度(纤度),牵伸倍数越大,纤度越小,卷缩降低,且易发毛;牵伸倍数太小,丝条在变形热箱、冷却板和假捻器中的状态不稳定,且牵伸不足容易导致DTY出现僵丝。根据该品种低弹丝的生产经验,实验选择牵伸倍数G各级位分别为G1=1.70,G2=1.73,G3=1.76。
因素位级表
根据以上讨论,制定出因素位级(因素水平表)表1。
结果与分析
选用正交表L18(37)安排因素位级,进行实验,实验方案及结果见表2。

从表2可看出,实验6得到的卷缩最大为52.2%。故直观最好方案为第6号,对应条件为A2B3C3D1E1F2G2。由极差分析可得出7个因素的影响顺序依次为:C>E>D>B>G>A>F。由此得到的最佳工艺条件为:A2B3C3D1E1F1G1,该方案不在已做的18个实验中。

方差分析表明,因素C和E对卷缩有显著影响。最佳工艺确定与极差分析结果一致,仍为A2B3C3D1E1F1G1。
从表3可得出各因素对卷缩的影响效应图即趋势如图1。从图1可看出,变形温度C、网络个数E、定型温度D影响趋势最明显,其中变形温度在195~200℃变化最大,网络数在0~20个/m影响大,定型热箱在热箱关闭和100之间变化最大。根据方差分析和极差分析得出的最佳工艺条件,对平均卷缩估。

调优实验
由以上分析得到的最佳实验条件A2B3C3D1E1F1G1已不在本次正交实验方案内。且F取水平1(1.65),实验发现F低于1.70则解捻张力CV值开始突变,表明解捻张力开始变得很不稳定。根据这个结果再次实验,其实验条件与结果见表4。
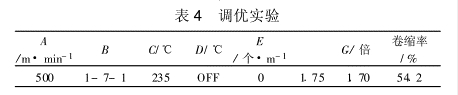
结论
用正交实验法得出,生产高卷缩涤纶DTY的主要影响工艺条件是变形温度和网络数,定型温度也有重要影响。通过优化工艺,产品的卷缩率可达54.2%,且各项生产性能均较满意。产品基本满足用户要求,能替代氨纶丝使用。
注:文章发表于2006年第六期《纺织科技进展》



 苏公网安备:
苏公网安备:
{kind=link}