资讯会员登录
×
55dtex/144f涤纶DTY生产工艺探讨
随着人们对服装功能化的不断追求,作为服装原料的涤纶长丝也不断地向细旦化、超细旦化方向发展。细旦丝的单丝线密度在1.0dtex以下,在一般的加弹机上加工有-定的难度。而生产厂家--般在原有生产线的基础上对设备进行适当改造,如采用双网络加工、高效传热非接触式加热装置以及全程在线张力检测及自动补偿系统等,并优化工艺条件,以最少的投资成本,生产市场需要、客户满意的产品。作者针对市场需要,在FK6-1000型加弹机上。通过优化生产工艺,生产了55dtex/144f超细旦涤纶DTY。
试验
原料
75dtex/144f涤纶POY:熔体直纺,断裂强度2.37eN/dtex,断裂伸长率118.1%,条干不匀率2.63%,江苏恒力化纤有限公司产。
主要设备及测试仪器
FK61000型加弹机:德国Barmag公司制造;FPAME型强伸仪:德国Textechno公司制造;UT4-BASECX型条千测试仪:瑞士Uster公司制造;DyniflME型动态热应力仪:德国Textechno公司制造。
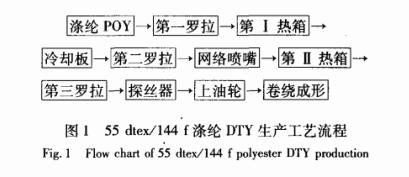
生产工艺流程
以75dtex/144f涤纶POY为原料,在加弹机上优化生产工艺参数(如加工速度拉伸倍数、拉伸定型温度等),可生产出质量优良的55dtex/144f涤纶DTY。其生产工艺流程见图1。
结果与讨论
加工速度
从表1可看出,随着加工速度的提高,生产过程中断头增多,生产的DTY染色一等品率下降。
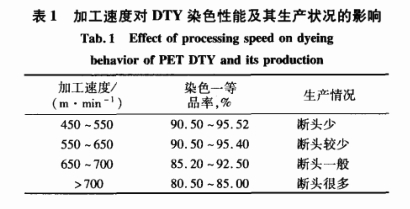
这是因为细旦POY具有较高的取向度和结晶度,加之单丝截面积小,单丝所能承受的拉伸强力远小于常规纤维,在拉伸变形过程中单丝极易断裂造成毛丝和强度下降。此外,加工速度过高,丝条在摩擦锭组中打滑严重,将导致加捻张力较高而使DTY蓬松度降低。综合考虑设备的利用率,生产中选用加工速度为600~700m/min。
拉伸倍数
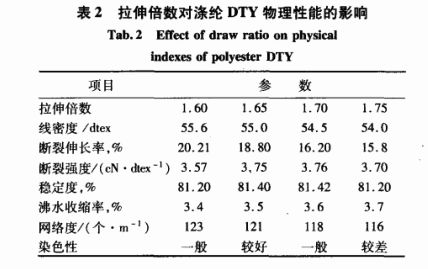
由于超细纤维线密度小,纺丝喷丝头拉伸比大,取向、结晶度高,断裂伸长率小,后加工剩余拉伸倍数减小。为了保证DTY具有合适的力学性能,且生产操作正常,毛丝、断头少,应该采用低拉伸倍数。在表2中,拉伸倍数从1.60提高到1.75,断裂强度略有提高,断裂伸长率有所下降,而毛丝和断头明显增加,染色性能下降。但拉伸倍数过低,则拉伸不足和假捻张力过低,体系不稳定,致使假捻器下方捻度不能全部清除,使纤维粘在一起形成紧点、僵丝,造成染色一等品率下降。综合考虑,生产过程中的拉伸倍数为1.65。
变形及热定型温度
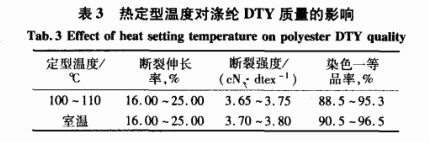
由于超细纤维单丝线密度低,纤维比表面积大,热箱中丝条的传热效率高。此外由于加工速度较低,丝条的热箱内停留时间较长,丝条变形温度不宜选择过高,否则易造成丝条发脆、粘结现象。故变形温度较常规丝控制得相对低-一点。另外,超细旦丝束的抗弯刚性小,加网络后其卷曲收缩率降低很多,如果再用较高的温度去定型,势必影响其蓬松性和手感。在调试过程中把定型热箱关闭后更有利于提高产品的染色一等品率(见表3),故在生产中选择定型热箱处于关闭状态即室温状态。
由于定型热箱处于断电关闭状态,定型超喂率控制主要防止丝条运行不稳定晃动而影响加工效果和产品质量。在生产调试过程中定型超喂率为4.00%~5.50%较合适。
D/Y值
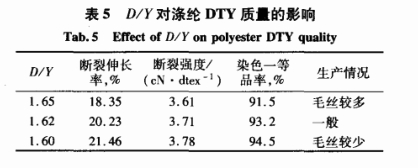
D/Y是摩擦盘的表面线速度与丝条离开假捻器的速度比。不同的D/Y对DTY的外观、假捻张力和染色均匀性影响较大。由于超细旦POY纤维表面积大,单丝根数多,与聚氨酯摩擦盘摩擦系数大,所以为避免丝条受到摩擦盘高速的擦伤产生毛丝,以及单丝假捻度不均匀致使染色均匀性下降,且保证加捻张力和解捻张力比值接近1,应采用较低D/Y值,以减少DTY毛丝和增加染色性能。从表5看出,采用较低D/Y值,产品断裂强度、断裂伸长率以及加工性能都得到改善,染色等级品率也得到提高,故生产中D/Y选取为1.60。
除上述的加工工艺参数调整和优化外,为防止在织造工序中出现退绕困难,常常适当调整网络工艺,如网络压空压力、网络喷嘴型号、安装角度和超喂率等。例如,丝束经过喷嘴时的网络张力选择0.12MPa,因为张力过高,丝束不易开松,网络效果不好,张力过低,易形成飘丝。
产品质量
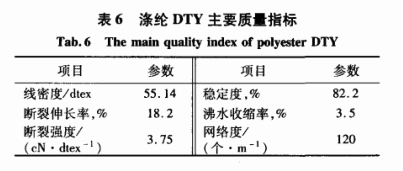
通过工艺改进,目前55dtex/144f超细旦涤纶DTY产品投产以来。生产运行良好,产品的染色一等品率在95%左右,产品质量已满足用户需求。其主要质量指标见表6。
结论
a.在FK6-1000型加弹机上可生产单丝线密度小于0.5dtex涤纶超细旦DTY。生产的55dt-ex/144f超细旦涤纶DTY产品染色一等品率在95%左右,产品质量好,产品风格丰满、蓬松,满足客户的使用要求。
b.55dtex/144f超细旦涤纶DTY较优工艺参数:加工速度600~700m/min;箱体温度210~245℃;拉伸倍数1.65;D/Y为1.60;网络压力为0.12MPa;定型超喂率为4.00%~5.50%。
c.针对超细旦涤纶DTY丝在加工过程中有断头偏多的现象,应清除导丝器、摩擦盘、热箱中的污物,降低第--热箱温度,降低加工速度,降低D/Y,使解捻张力与加捻张力的比值下降。
注:文章发表于2009年《合成纤维工业》



 苏公网安备:
苏公网安备:
{kind=link}