资讯会员登录
×
20dtex氨纶+44dtex/24f锦纶6空气包覆丝生产工艺研究
近几年随着锦纶纤维新产品、新工艺的不断涌现,锦纶在高速经编、圆机等纺织行业得到广泛应用,市场对锦氨包覆丝的需求也在逐年增加。根据成型原理,锦氨包覆丝可分空气包覆与机械包覆两种。锦氨空气包覆丝的生产原理是利用压缩空气通过喷嘴对经过其中的丝束进行吹捻、交络,从而使氨纶与锦纶丝之间产生网络缠结。与传统机包相比,空气包覆的生产效率高、成本低。正因为如此,锦氨空气包覆一步法生产技术在近几年发展迅猛,广泛用于织布行业。从2014年开始,常规的中粗旦锦氨空气包覆丝市场逐渐趋于饱和,竞争也非常激烈。为增加利润增长点,公司重点对20dtex氨纶+44dtex/24f的锦纶6空气包覆丝进行开发。该规格包覆丝制得的四面弹产品手感柔和、弹性好,广泛适用于春秋装女性服装面料。本文介绍了在宏源空包一体机上生产锦氨空气包覆丝的加工工艺流程,并重点探讨了锦纶POY、氨纶及空包工艺参数等方面对产品性能的影响,从而达到最优化生产的目的。
试验
生产设备
江苏宏源空包一体机、瑞士Heberlein网络喷嘴。
检验设备
德国STATMATME型自动强伸仪、常州YG086型缕纱测长仪、天友利P60型标准光源箱、梅特勒托利多AL104型电子天平。
原料
公司自产POY,切片牌号为台化V101。
空气包覆丝工艺流程

纱线的物性参数
POY物性参数
客户对布料的克重、染色性及强度有较高要求,而上述3项指标主要受POY的纤度、强度与条干的影响。
我公司生产的POY各项质量参数如表1所示。从检测结果上看,该规格POY纤度达到生产要求,断裂强度、断裂伸长率及条干值等指标符合企业标准。

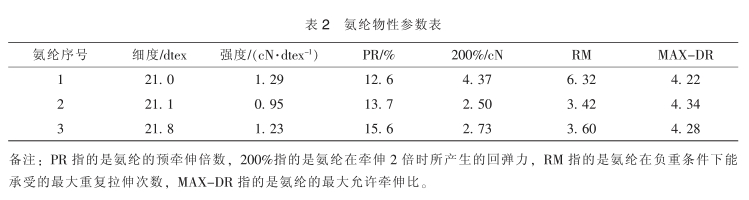
氨纶物性参数
在氨纶牵伸比一定的条件下,锦氨空气包,覆丝的回弹性与氨纶物理性能有直接关系,氨纶物性包括纤度、强度、预牵伸及最大牵伸倍数等。因此,选择合适的氨纶丝品种,配合氨纶丝的牵伸倍数,是保证锦氨空气包覆丝高回弹性的关键。
对供应商提供的氨纶物性进行比较,发现第1种氨纶强度高、回弹性好。
具体的氨纶物性如表2所示。
结果与讨论
加工速度(W2)
锦氨空气包覆丝的加工速度主要受三个因素的影响:
(1)锦纶丝在热箱的加热效果;
(2)氨纶丝的退绕情况;
(3)网络度的选择。
随着车速(W2)的增加,锦纶丝在热箱内(长度为2.0m)停留的时间缩短,受热效果会变差,取向与结晶度趋小。由于52dtex/24f规格的POY纤度偏小,受热较容易,所以要控制好热箱温度与受热时间。根据经验,合适的加工速度范围在600~750m/min,受热时间在0.18s左右。
宏源空包一体机的氨纶退绕方式采用从动式,因此在保持氨纶牵伸比不变的情况下,随着车速的增加,氨纶罗拉速度(W0)也增大,这对氨纶的退绕性能会有更高的要求。该规格产品主要用于四面弹,客户要求包覆丝有较大的弹性,实际的氨纶牵伸比在3.0倍左右。根据试验,氨纶罗拉速度在295m/min以上时,氨纶容易出现火车道现象,导致退绕断头。
车速还会影响锦氨空气包覆丝的网络度。在网络气压一定的条件下,随着车速的增加,网络度会下降。所以,根据客户需求来选择合适的车速,保持一定的网络度,是工艺选择的一个关键点。根据试验结果,笔者将车速定在720m/min。
牵伸倍数(DR)
锦氨空气包覆丝的牵伸倍数包括锦纶丝的牵伸比(DR1=W2/W1)与氨纶丝的牵伸比(DR2=W2/W0)。在牵伸过程中,在外力和热能的共同作用下,锦纶丝的高分子结构产生变化,取向度提高,结晶度提高。牵伸倍数大,加捻张力T1与解捻张力T2均较大,有利于保持加工的稳定性。且适当增加锦纶牵伸比,还利于提高锦纶丝的卷曲性能,从而影响锦氨空气包覆丝的回弹性。笔者结合客户对产品克重低、高回弹的要求,在保证产品一定强伸度的情况下,适当增大锦纶丝的牵伸比。经过多次实验后,决定采用1.275的牵伸倍数。
影响锦氨空气包覆丝回弹性的最重要因素是氨纶丝的牵伸比。使用同种氨纶时,随着氨纶牵伸比的增加,锦氨空气包覆丝的回弹性增加。但因氨纶的耐热性一般,而下游客户还存在印染、定型等热处理工序,如设定过高的牵伸比,容易造成断氨纶的现象,造成布面横纹或疵点。根据客户对产品回弹性的要求,结合氨纶物理性能,笔者将氨纶牵伸比设定在3.3倍。
D/Y比
D/Y比是指摩擦盘线速度与输出罗拉W2线速度之比。D/Y太大或太小,均容易造成锦纶丝叠捻或者僵丝,从而影响网络器的空气包覆效果。因此,选择合适的D/Y比也是保证网络度的关键点之一。
热箱温度
有关资料表明,锦纶的卷缩性与热箱温度成正比。在车速、锦纶牵伸比等工艺条件不变的情况下,随着热箱温度增加,锦纶丝的卷缩率与卷曲稳定性上升,从而影响包覆丝的回弹性。但温度过高会产生熔融紧点丝,影响网络器的空气包覆效果。经对比试验,当加工速度为720m/min、热箱温度在170C时,锦纶丝能:保持良好的弹性与卷曲性。
喂入角度与超喂比
网络器的安装位置直接影响到锦氨包覆丝的喂入角度。喂入角度是指纱线进入网络器前与网络通道所呈的角度。根据经验,锦纶与氨纶丝的喂入角度在15°~25°时,网络效果较好。
超喂比(W1/W2)是指二罗拉与辅助罗拉之间的速度比,该参数会直接影响丝束张力。在一定范围内,超喂比越大,丝束的张力越小,单丝在通过网络器时越容易进行马鞍形运动,网络度会上升。但超喂比超过一定程度,单丝容易飘出皮辊造成断头。
因此,当喂入角度为25°、超喂比(W/W2)在1.080时,包覆丝产品的网络效果良好。
网络喷嘴与网络压力
影响锦氨空气包覆丝质量的网络效果主要取决于网络喷嘴结构[71。目前国内外市场.上所见到的网络喷嘴的形式很多,常见有圆形、V形等,不同形态的喷嘴对空气包覆丝网络度的质量差异影响很大,其中双圆形和V形喷嘴网络效果较好。另外,网络器的孔型、孔径及长径比也会影响网络效果。而圆形喷嘴特别适用于高速网络,因此笔者选用1.1mm孔径的HeberleinS1型圆形网络喷嘴。
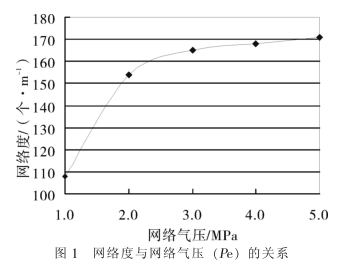
影响锦氨空气包覆丝质量的另一个重要因素是网络压力。压缩空气对空包工艺的影响较大。通过试验发现,当压缩空气压力为0.05MPa时,丝束还处于松散状态,单丝只能开松而不能交络。当压力达到0.10MPa时,锦纶与氨纶间开始形成交络,但网络度及网络牢度都较低。随着压力继续增大,达到0.15MPa以上时,压缩空气在吹散丝束后有足够的能量带动单丝并形成网络点。随着压力增大,气体喷射速度也相应增大,网络度也随之增大,网络点分布也趋于均匀,而交络点的松紧程度随空气压力的变化与交络度有相同的变化规律。但当网络度达到一定值后,压力再增加,网络度不再明显增加,这是因为压力过大后,部分动能在丝道外形成无用的涡流,反而会使交络度降低(见图1)。
根据四面弹产品对手感柔软细腻的要求,笔者认为生产锦氨空气包覆丝时应使用轻网型的网络器,网络点要均匀、适当。另外,网络压力的选择还要考虑锦纶POY的孔数。在一定,网络压力下,锦纶丝的孔数越多,通过网络器的交缠作用时,锦纶单丝之间更容易形成网络点。因此,在保证锦氨空气包覆丝产品一定网络牢度的情况下,还要兼顾经济性,控制压缩空气的消耗。
通过笔者大量试验,选定网络压力在0.28MPa时,网络数在120个/m左右,网络牢度符合客户要求。具体工艺参数条件如表3所示。
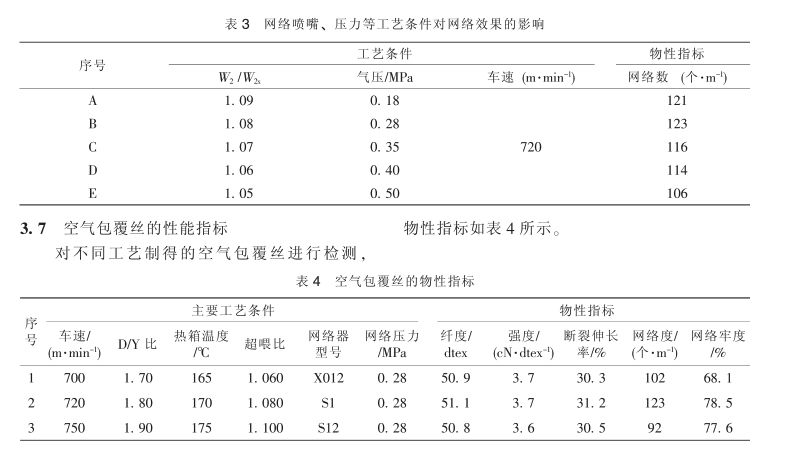
从表4可以看出,采用相近的生产工艺条件时,包覆丝产品的纤度及强伸度指标差异不大,但网络度及网络牢度两项指标受到网络器、网络压力及超喂比(W/Wz)的影响较大。经试用,第2种工艺条件生产的产品最符合客户要求。
结论
(1)加工速度会影响锦纶丝的加捻变形效果及包覆丝网络度,而加工速度又受到氨纶退绕状况的影响。因此,加工速度定在720m/min较为合适。
(2)氨纶的牵伸倍数会影响包覆丝的回弹性。选择合适的牵伸比,使得包纱回弹性能符合客户要求。根据客户需求,氨纶牵伸比定在3.3倍。
(3)通过热箱温度与对D/Y比的调节,选择合适的加、解捻张力,制得的锦纶丝蓬松性较好,提升了后道的网络交缠效果。热箱温度控制在170℃,D/Y比为1.80。
(4)采用合适的网络喷嘴及网络工艺,是保证锦氨空气包覆丝网络度的关键。网络器喷嘴型号选定为HeberleinS1,网络压力为0.28MPa。
20dtex氨纶+44dtex/24f锦纶空气包覆丝经试用后,客户反馈四面弹布样弹性较好,手感柔和,获得下游客户的一致认可。但由于空气包覆丝与机包丝的成型原理不同,四面弹服装经反复穿着、洗涤后,布面易出现氨纶断裂并裸露的现象,影响美观。如何通过改进生产工艺来改善包覆性能,协助客户做好后道工序的配合工作,这仍将是笔者今后努力的方向。



 苏公网安备:
苏公网安备:
{kind=link}