资讯会员登录
×
DTY工艺条件对丝条集束性的影响
随着人们对服装舒适性、功能化的不断追求,涤纶长丝作为合成纤维的主要品种正在向细旦超细旦及差别化方向发展。同时,后加工工序(织造等)对于原料的加工要求也越来越高,尤其是其退绕效果是否顺畅是保证加工生产效率的关键。丝条集束性如何,对丝卷的退绕性影响很大,因此,有必要研究原料生产过程中的工艺条件对丝条集束性的影响。
从表观上,提高集束性,单丝间抱合力高,可直接机织、针织,省却加捻、上浆等工序,防止毛羽、毛丝的产生,减少断头率,有利于后道织造,改善丝条的纺纱及后加工效果。理论上,丝条集束性是指单丝整齐均匀地结成纱束,不易发生散开、断裂、毛丝而保持原丝完整成束状的能力,在承受负荷时,纤维能均等地分担负荷。这可以由纱线的截面分布、断裂伸长曲线以及单丝之间的摩擦系数等方面来比对。本文用优、良、中、差表示丝条集束性好坏。
试验
原料规格
本实验选取83dtex/72f规格DTY作为实验品种,因实验期间纺丝部无常规128dtex/72fPOY在纺,所以决定使用假捻二部正在生产的83dtex/72 fD24L (B046)作为实验对象,POY为L22-600020-128dtex72f,十字截面。
主要设备及测试仪器
FK6-1000V型加弹机,德国Barmag公司;
YG023B单纱强力机,常州纺织仪器厂;
UT-5条干均匀度仪,瑞士Uster公司;
MQ-20C纤维含油率分析仪,德国Bruker公司;
EP_200张力仪,德国制造。
DTY工艺流程及工艺参数
POY加弹的工艺过程如下所示。
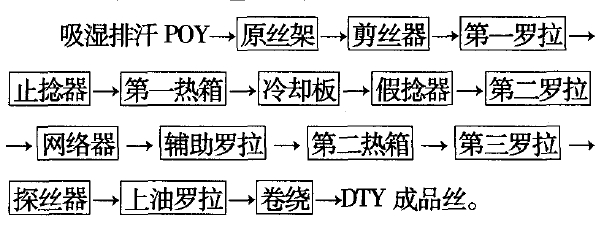
工艺参数如下:
加工速度650m/min、拉伸比1.742、速比(D/Y)1.6、第一(H1)/二(H2)热箱温度180℃/150℃、网络超喂3.5%,第二/三超喂5.20%/3.70%,网络压力0.14MPa。
实验准备
(1)本实验因内容较多,为了便于分析,每组实验所选样本数定为4个;
(2)在实验机上选4个锭位,检查所有丝导、皮辊、摩擦盘、网络喷嘴等零部件均正常工作;
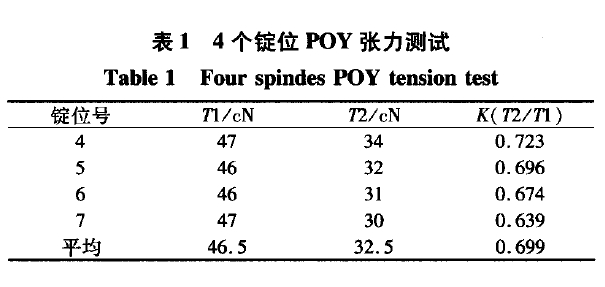
(3)选4个POY上机生头后,测其张力并观察电脑显示值,发现张力偏高及偏低的均下机换另一POY,以保证所选POY张力接近,从而尽可能排除POY因素对实验结果的影响。
所选4个锭位其张力测试结果如表1所示:
结果与讨论
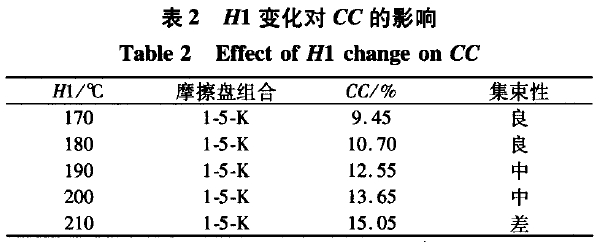
CC受H1的影响
在其他工艺条件不变的情况下,H1分别设为170,180,190,200,210℃共5组进行实验,所落纱锭编号留样待分析。其CC变化情况如表2所示。由表2可见CC较小时集束性较好,但变化不太明确。
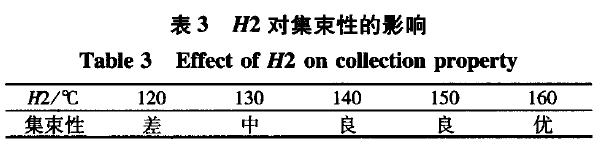
H2的影响
在其他工艺条件不变的情况下,H2分别设为120,140,160 ℃共3组进行实验,所落纱锭编号留样待分析。H2对集束性的影响见表3。随H2升高,集束性变好。
网络状况
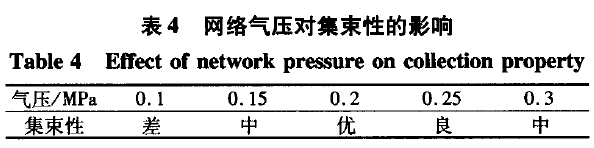
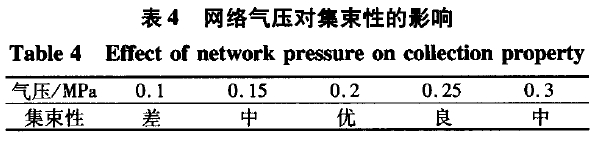
气压的影响
为了排除喷嘴因素对实验结果的影响,本组实验选用P142作为实验喷嘴,以期减少喷嘴因素对实验结果的影响。不同的网络气压在超喂3.0%时对集束性的影响见表4。由表4可见,网络气压在1.5~2.5MPa时,集束性好,网络效果好,其他状况时不好。
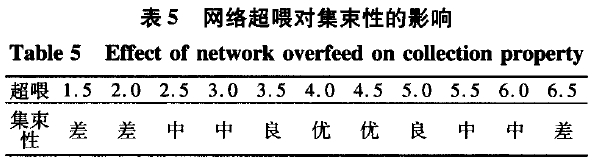
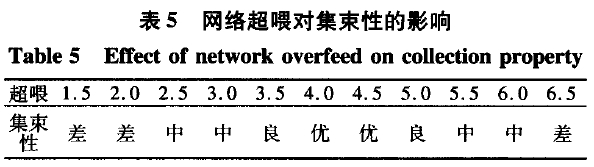
超喂的影响
为了使实验结果更明显,本组实验所选网络气压为0.20MPa,以尽可能排除网络气压不足对实验的影响。在其余工艺条件不变的情况下调整网络超喂,先大幅度调整找出合适范围为(3.0~5.5)% ,在此范围内以3.O%为基础以0.5%为单位,逐渐加大网络超喂,比较不同网络超喂对丝条集束性的影响。其结果见表5。由表5可见,适合的网络超喂为(3.5~4.5)%。
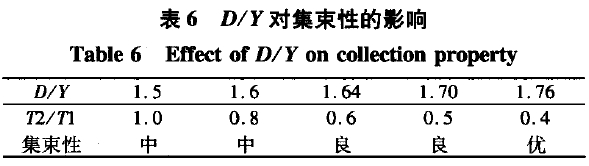
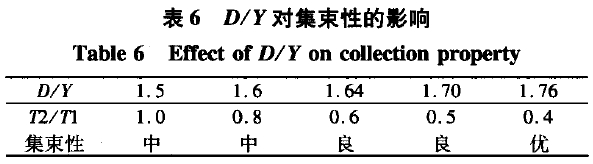
D/Y的影响
在其他工艺条件不变的情况下,改变D/Y,使K值分别为1.0,0.8,0.6,0.5,0.4,随之调整三超喂,以使每组实验T3卷绕张力保持不变,所落纱锭编号
留样待分析。D/Y对集束性的影响见表6,由此可见集束性随D/Y升高而明显增加。
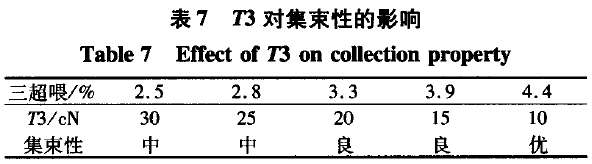
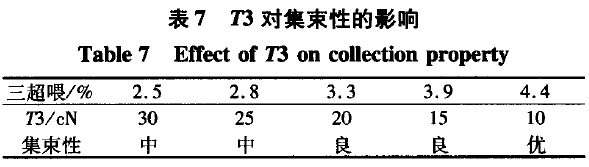
T3的影响
在其他工艺条件不变的情况下,调整三超喂,使分别为30,25,2O,15,10,以比较各种T3条件下丝条的集束性变化。其结果见表7。由此可见,集束性随乃减少而变优。
网络状况
气压的影响
为了排除喷嘴因素对实验结果的影响,本组实验选用P142作为实验喷嘴,以期减少喷嘴因素对实验结果的影响。不同的网络气压在超喂3.0%时对集束性的影响见表4。由表4可见,网络气压在1.5~ 2.5 MPa时,集束性好,网络效果好,其他状况时不好。
超喂的影响
为了使实验结果更明显,本组实验所选网络气压为0.20 MPa,以尽可能排除网络气压不足对实验的影响。在其余工艺条件不变的情况下调整网络超喂,先大幅度调整找出合适范围为(3.0~5.5)% ,在此范围内以3.0%为基础以0.5%为单位,逐渐加大网络超喂,比较不同网络超喂对丝条集束性的影响。其结果见表5。由表5可见,适合的网络超喂为(3.5~4.5)%。
D/Y的影响
在其他工艺条件不变的情况下,改变D/Y,使K值分别为1.0,0.8,0.6,0.5,0.4,随之调整三超喂,以使每组实验乃卷绕张力保持不变,所落纱锭编号留样待分析。D/Y对集束性的影响见表6,由此可见集束性随D/Y升高而明显增加。
T3的影响
在其他工艺条件不变的情况下,调整三超喂,使分别为30,25,20,15,10,以比较各种T3条件下丝条的集束性变化。其结果见表7。由此可见,集束性随T3减少而变优。
盘组合的影响
(1)工作盘全部用光盘(陶瓷盘),组合分别为1-3-K、1-9-K,调整D/Y,使K值接近,比较各组合形式丝条的集束性。其结果见表8。
(2)工作盘全部用PU盘,组合分别为1-3-K、1-9-K,调整D/Y,使K值接近,比较各组合形式丝条的集束性。另外加做一组PU组合分别为1-4-K、1-5-K、1-6-K时的对比实验。其结果见表9。
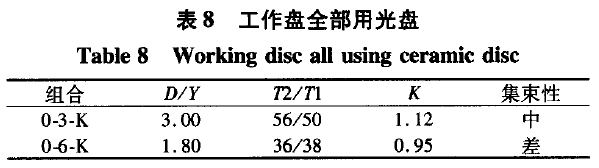
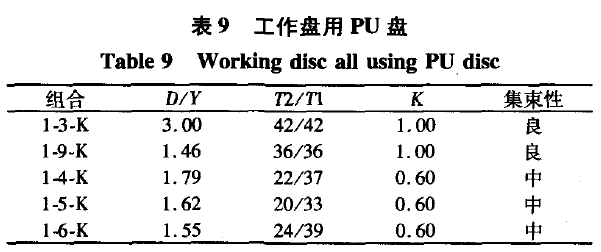
由表8,9可见,随工作盘增加,集束性下降,全部为光盘时,集束性较全为PU盘时差,光盘加工出的丝较散。
结论
通过比较上述各因素对DTY集束性的影响,可得出如下结论:
(1)D/Y、T3对集束性的影响最大,D/Y越大、T3越小,丝条集束性越好;
(2)H2越高,集束性越好;H1越高,集束性越差。
(3)网络散点越少、网络泡泡越小,丝条的集束性越好。
(4)摩擦盘数越少,集束性越好。



 苏公网安备:
苏公网安备:
{kind=link}