资讯会员登录
×
基于数据库的环锭纺细纱机细纱断头检测与信息显示
摘要
为降低纺纱厂细纱挡车工的劳动强度,避免长时间断纱造成的原料浪费以及提高生产效率,设计了一套基于数据库的环锭纺细纱断头检测与显示系统。该系统包括巡回式细纱断头检测小车、断头报警指示灯模块、无线通信基站、数据库服务器及平板电脑。无线通信基站借助ZigBee与巡回式细纱断头检测小车和断头报警指示灯模块,通过TCP/IP与数据库服务器通信,将检测到的断纱信息实时显示在断头报警指示灯模块及平板电脑上,挡车工及车间管理人员根据显示的断头信息及时处理断纱。平板电脑软件使用C++语言在VisualStudio2008开发环境下编写,数据库选用MicrosoftSQLServer2005,试验结果表明检测系统可稳定地检测并清晰显示细纱断头信息。
与国外纺纱企业相比,我国纺织企业目前还普遍存在企业管理水平与信息化程度较低、增长方式仍以粗放型为主等问题。近十几年来,随着计算机和数据库技术发展及在纺纱企业的普遍运用,大大促进了纺纱企业工作效率的提高,但大量数据管理仍停留在运用数据表格的原始方法上,还未建立科学的数据处理及查询系统。在纱线生产过程中,纱线断头率是细纱产量和质量控制的关键指标之一,如果不能及时有效地处理纱线断头,不仅会损坏细纱机的主要零部件,而且由纱线断头产生的飞花会影响纱线质量。纺纱企业急需通过应用信息化技术来提高生产效率,减少无效劳动以解决当前的用工荒及未来劳动力成本上升预期所带来的问题。
国内外多家研究机构很早就对细纱断头的监控系统进行研究,20世纪80年代,瑞士、意大利、德国等的纺织机械生产企业研制了一系列细纱断头检测系统,如瑞士立达公司的ISM系统(IndividualSpindleMonitoring)、意大利品特·芬尼公司高效纺纱监控系统Effispin中的EensorFil瑞士乌斯特公司RingExpert系统、德国Zinser公司的FilaGuard系统和印度普美瑞公司的Ultimo系统。与此同时,国内对环锭纺细纱机断头监控系统的研究也正处在飞速发展阶段。
如何能以较低的成本检测并清晰地显示细纱断头,提高挡车工处理断纱的效率,成为现阶段细纱断头检测系统亟待解决的问题。本文设计了一种可显示细纱断头信息的检测系统,该检测系统包括:巡回式细纱断头检测小车、断头报警指示灯模块、无线通信基站、数据库服务器及平板电脑,各个模块的数据信息通过发送和接收,将检测到的断纱信息最终通过编程及界面设计实时地显示在平板电脑上,挡车工及车间管理人员根据界面显示信息,快速定位到实际的细纱机位置从而及时处理断纱。
1 环锭纺细纱断头检测系统
1.1 硬件系统构成
图1为断头检测系统的硬件示意图。
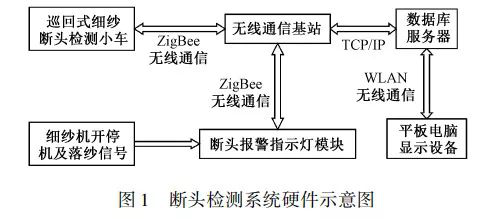
巡回式细纱断头检测小车:每台细纱机的两侧各配备1台巡回检测细纱断头情况的检测小车,用于收集细纱断头信息。
断头报警指示灯模块:每台车在车头或车尾安装断头报警指示灯模块,细纱机每侧对应2盏指示灯,用于指示断头的数量及位置,分别指示该侧左、右一半锭位的断头情况,指示灯闪烁频率越高代表断纱数量越多。细纱机的停机、落纱信号由断头报警指示灯模块经无线通信基站发送至数据库服务器。
无线通信基站:巡回式细纱断头检测小车、断头报警指示灯模块、数据库之间进行数据信息交换的中心节点,三者之间的数据通过无线通信基站进行交换。
数据库服务器:存储车间机台排布情况、细纱断头信息及开停机等信息,包括断头时间、接头时间、断头机台号及锭位号等。
平板电脑:用于查询显示车间细纱机的断头情况,利于挡车工及时处理断纱。
1.2 硬件工作原理
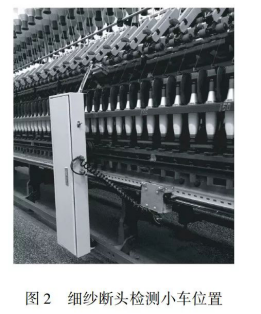
每台细纱机的轨道两侧各安装1台由滑触线供电的巡回式细纱断头检测小车,图2示出其安装位置。检测小车沿细纱机上的导轨往复移动,并在移动过程中检测锭位是否发生断头。
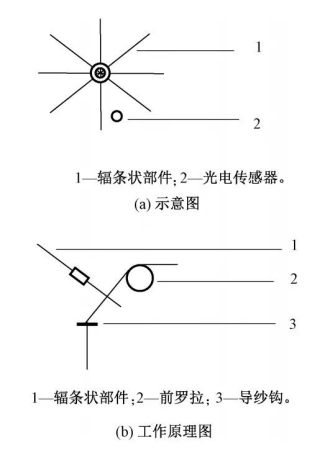
在巡回式细纱断头检测小车中,正对细纱机前罗拉与导纱钩高度之间的位置安装有断头检测机构,图3示出断头检测机构示意图及其工作原理。
该机构中的辐条状部件是由位于同一平面上的、由1个转动中心向外伸展的若干根辐条杆组成,辐条状部件的辐条杆位置位于细纱机前罗拉及导纱钩之间的纺纱段高度并与该处的细纱(近似)垂直。辐条状部件在沿细纱机长度方向移动的过程中可以与细纱机前罗拉及导纱钩之间的细纱接触,利用单片机通过光电传感器检测辐条状部件在每个锭位移动的过程中是否转动,即可判断细纱是否断头。
通信基站按顺序不停地轮询每台巡回式细纱断头检测小车和断头报警指示灯模块。巡回式细纱断头检测小车将检测到的断头信息通过ZigBee模块发送给通信基站,通信基站将接收到的断纱信息分别发送给断头报警指示灯模块和数据库,断头报警指示灯模块按照接收到的断纱数量闪烁不同频率的灯光。最后细纱断头显示程序从数据库中调取断纱信息,将每台细纱机的断纱情况通过平板电脑进行分析与显示。在细纱机短车上检测小车巡回1个周期小于4min,因此,数据库收到新的断纱数据最多会延时接近4min,但是工人巡回时间要远大于4min,且在多机台、多断头的统计结果下,实时性对测试结果的影响极其微小。
2 细纱断头显示系统
2.1 信息存入数据库的过程
数据库主要用于存储车间机台排布情况和细纱机的工作状态,主要包括细纱机开停机时间、落纱时间及断头信息。数据库收到通信基站传来的数据信息后,根据不同的数据信息对数据库中的4个表格进行操作。4个表格分别为:RoomInformation表格、macStartStopTimeTable表格、spinMachineLog表格和breakYarn表格。
RoomInformation表格用于存储车间细纱机机台分布情况,包括车间号、车间机台总数、机台排列方向、机台单面锭数等信息;当系统开机后,数据库服务器收到细纱机坐标位置时更新该表格。MacStartStopTimeTable表格用于存储车间每个机台开停机时间以及纺纱时间等信息;通信基站收到报警指示灯获取的开停机信号时更新该表格。
SpinMachineLog表格用于存储每台细纱机落纱时间,同时记录每台细纱机的运行时间、开停机次数、落纱次数等信息;收到细纱机的落纱信号以及操作macStartStopTimeTable表格的同时更新该表格。BreakYarn表格用于存储断头的具体信息,包括断头锭子的位置、断头时间、接头时间、断头总时间等信息;收到断头信息时更新该表格。
2.1.1机台排布信息
系统为灵活掌握各纺织厂细纱车间总数、每个车间的机台数、每台细纱机的锭数及其在车间的排列方式与布局等差异,建立了存放机台排布信息的Excel表格,利于根据车间变动情况,随时通过修改Excel表格中的机台信息来修改数据库中存储的机台排布信息,而不需要操作后台数据库,降低用户的使用难度。该Excel表格的第1列为车间总数,随后各列依次为每个车间的详细信息,每个车间的信息包含7列,这7列分别存放车间号、该车间总机台数、纵向依次排列该车间内机台车号、纵向依次排列该车间各机台单面锭数、纵向依次排列该车间各机台的朝向(0代表横向排列,1代表纵向排列)、纵向依次排列该车间各机台所在的行数、纵向依次排列该车间各机台所在的列数。当数据库收到服务器基站开机信号的信息时,通过编写的C++程序将服务器基站发来的细纱机排布信息的Excel表格存于数据库RoomInformation表格中,为更加精确地显示细纱断头信息做准备。机台排布信息存入数据库的程序流程如图4所示。
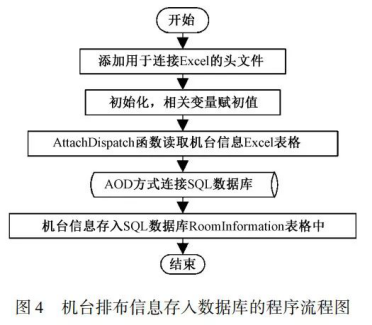
通过以上流程图的步骤,数据库的RoomInformation表中存入了Excel表格的机台排布信息。RoomInformation表的域包括依次存放车间号(RoomNum)、依次存放每个车间的每台细纱机机号(MachineNum)、每台车所在车间的行序数(MachineRow)、每台车所在车间的列序数(MachineGrade)、每台车的锭数(spinNum)。
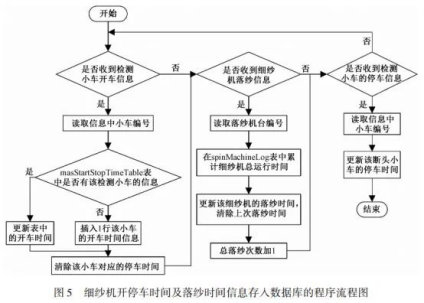
2.1.2 细纱机开停车时间
通过调用不同的存储过程,无线通信基站将传来的细纱机开停车时间和落纱时间保存到数据库的macStartStopTimeTable表和spinMachineLog表中。细纱机开停车时间及落纱时间信息存入数据库的程序流程如图5所示。
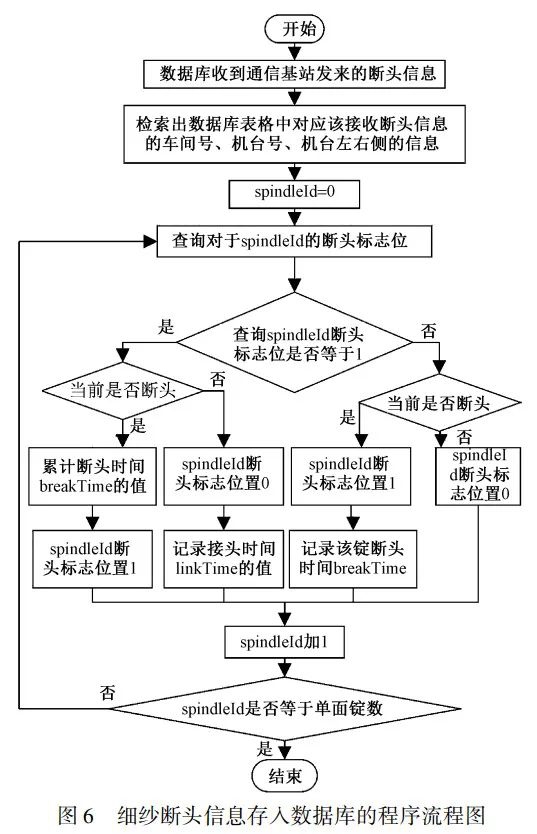
2.1.3 细纱断头信息
无线通信基站轮询过程中收到细纱断头检测小车掉头换向的信号时,就会对该小车本次单程收集到的断纱数据进行校验,主要是检查是否准确地采集到了每个锭子的状态,当无线通信基站收到小车单程运动过程中检测到的断纱信息后,就将数据存到数据库的breakYarn表中,其域包括:断纱所在的车间号(RoomNum)、断纱所在的机台号(machineId)、断纱位于机台的左右侧(LorR)、断纱所在的锭号(spindleId)、断头时间(breakTime)、接头时间(linkTime)。细纱断头信息存入数据库的程序流程如图6所示。
该系统先将存放机台排布信息的Excel表格中的机台排布信息导入数据库RoomInformation表中,通过在查询与显示界面中手动输入需要查询的机台范围及相关信息,将数据库breakYarn表中存储的纱线断头情况显示在平板电脑上,查询与显示界面设计及在实际中的运用如图7所示。
2.2.1查询界面的设计
为将数据库中代表断纱锭子位置信息的数据转换为可视化的图形,以方便挡车工高效定位断纱所处的位置,设计该软件用于将断纱数据显示在平板电脑上。

为提高通用性,平板电脑选用Windows操作系统。查询与显示界面中的输入控件主要包括:
1)选用Combo-box控件设置车间编号,用于选择查询的车间编号;
2)选用Edit控件设置单侧等分数。挡车工根据细纱机锭子数量及操作习惯,将一侧细纱机的锭子数等分为若干份,平板电脑上用1个色块代表其中1份,当某份中任意1个锭子出现断头时,代表该色块颜色发生变化,以提醒挡车工接头;
3)选用Edit控件设置开始机号、结束机号及显示列数。由于挡车工一般负责连续的若干台细纱机,因此,在设计上使用“开始机号”“结束机号”及“显示列数”3个变量来划定查询区域,查询区域可由挡车工自由设置;
4)选用2个Edit控件设置断头时间的分割点,为方便挡车工自我管理接头顺序以及管理者对挡车工的监督。选用2个Edit控件Edit1和Edit2设置断头时间的分割点,设2个时间点变量X_min和Y_min分别等于Edit1和Edit2的值。在单侧等分后,如果其中1份锭子中任何1个锭子的最长断头时间小于X_min,就显示为黄色;如果其中1份锭子里任何1个锭子的最长断头时间大于等于X_min且小于等于Y_min,就显示为紫色;如果其中1份锭子里任何1个锭子的最长断头时间大于Y_min,就显示为红色。工人可以自由设置X_min和Y_min的值,但黄、紫、红3种颜色是在程序中设定好的,工人无法修改。为方便直观理解,在屏幕上的Edit控件附近显示了这3种颜色的参考小色块;
5)选用Button按钮作为开始查询按键,用于启动查询线程。
2.2 细纱断头显示系统的软件开发
2.2.2 细纱断头信息查询与实现
利用C++语言在VisualStudio2008开发环境下用ADO(ActiveDataObjects)连接SQL数据库。在整个界面设计上,将屏幕右侧的1/3部分用于存放查询界面的控件,剩余2/3用于显示表示断头锭子位置信息的色块。细纱断头信息查询与显示设备程序流程图如图8所示。
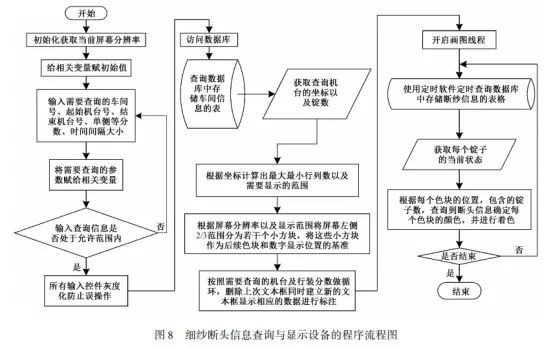
细纱断头信息查询与显示程序如下:
1)为防止工人在使用过程中误操作,点击开始查询按键后,将所有输入控件灰度化,使控件变为不可用状态;
2)根据手动输入的查询车号信息,访问数据库中存储车间信息的RoomInformation表,得到需要查询的每台机器的车间号、坐标以及锭数;
3)根据坐标获得最大最小行列数,计算出需要显示的范围。之后获取屏幕分辨率,计算出需要将左侧2/3屏幕分割成多少个小方格,以及每个小方格的宽与高,在后续的显示中,以这些小方格为基准单位来决定每个色块及数字的位置、尺寸;
4)为方便挡车工快速定位断纱锭子的位置,标注出查询范围的车号、每台车的锭子号,对需要查询的机台及等分数做循环,依次通过新建文本框的形式显示相应数字,注意在查询前应将上次建立的文本框删除,否则文本框不断重叠,会导致内存泄露;
5)打开画图线程,使用QueryPerformanceCounter函数计时,每5s查询一次数据库中存储断纱信息的breakYarn表,并将结果显示出来;
6)对列数、行数、左右侧做循环,新建分块数组并赋初值0,循环查询每个锭子的状态,重新给分块数组赋值。用锭子号除以每块包含的锭子数,得到该锭子对应的色块,根据数据库中得到的该锭子断头时间等级,给分块数组赋不同的值,最终根据这些值决定色块显示的颜色;
7)使用OnSize函数,实现控件大小改变以自适应不同大小的屏幕。
3 结束语
细纱断头检测与信息显示系统通过巡回式细纱断头检测小车检测环锭纺细纱机断头,实现了多锭位共用1套检测装置,从而大幅度降低了系统硬件成本。系统将巡回式细纱断头检测小车检测到的断纱信息通过通信基站发送给数据库进行存储,继而通过C++程序查询数据库中存储断纱信息的表,将纺纱过程中断纱的情况实时地显示在平板电脑上。挡车工根据当前所处的位置优先选择处理距离自己较近的或断纱时间较长的锭子,提高工作效率,节约粗纱用量。整个软件系统结合车间工人的意见,采用不同颜色标识断头时间,可很好地适应不同车间细纱机布局差异及锭数差异,满足了生产需求,可更加精确、稳定地显示断纱信息。目前本系统已在山东德业纺织品有限公司的1个细纱车间运行并改进了近1年,能够可靠地检测细纱断头并能稳定地显示断头信息,利于提高挡车工的工作效率和细纱机的生产效率。



 苏公网安备:
苏公网安备:
{kind=link}