资讯会员登录
×
涤纶333dtex/96f低弹网络丝工艺参数的选择
涤纶低弹网络丝,既有变形丝的蓬松性和良好的弹性,又有许多周期性的网络点,单丝间的抱合力比较大,易于退绕,无需经加捻、上浆等工序即可直接用于织造,而且其织物具有良好的毛型感,不易起球,在一定程度上改善了涤纶织物的蜡状感,所以备受市场青睐。随着纺织工业的迅速发展,各种高速、无梭织机得到广泛应用,这就要求织造用的原丝必须具有良好的退绕性能。本文将要介绍的涤纶333dtex/96f低弹网络丝除了具有良好的退绕性外,其织物还具有质挺、不易起球、悬垂性好、仿毛效果好等特点,被广泛应用于室内装饰布面料,如窗帘布等等。
1 生产条件及产品指标
1 原料
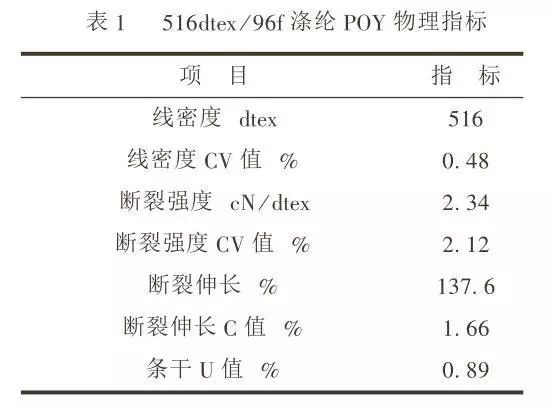
本厂生产的516dtex/96f涤纶POY,其物理见表1。
2 设备
33H型假捻机:日本村田公司制造。
14A型网络喷嘴:闭式、孔径为1.4mm,日本村田公司附带件。
3 测试仪器
KT-7025A型测长机(台湾产)
FPA-II型自动强伸仪(德国产)
UT3-SP型条干仪(瑞士产)
KMG/M型卷缩仪(德国产)
ME288型染色机(无锡产)
4 工艺流程
原丝经原丝架→切丝器→第一喂入罗拉→变形热箱→冷却板→皮圈式假捻变形→止捻器→第二罗拉→网络喷嘴→定型热箱→第三罗拉→探丝器→上油辊→卷装成型→分级检验→装箱入库。
5 工艺参数
见表2。

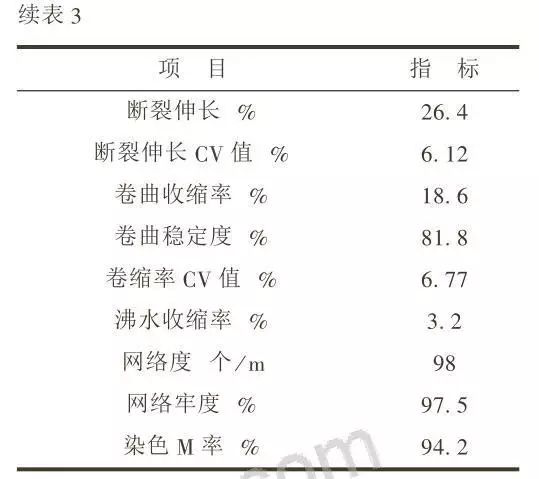
6 成品物理指标
见表3。

2 工艺参数的选择
1 加工速度的选择
对指定的设备来说,后加工的速度主要由产品的规格和特性来确定,同时考虑原料的可纺性、成品的质量等因素。根据我们的生产经验,加工涤纶333dtex/96f低弹网络丝时车速以控制在520~570m/min范围为宜。因为加工333dtex产品相对其它规格产品来说负载比较大,从设备、电气角度考虑不宜速度太高;另外,当速度增大到一定程度时,网络丝的网络度和网络牢度都会下降;加工张力的增大,也会造成产品的毛丝、紧点增多;断头率也增大,原料消耗增大。但是,如果车速太低,则产量明显降低,增加了生产成本。所以要综合考虑加工速度。
2 变形热箱温度(H1)的选择
一般来讲,设定变形热箱温度时,要综合考虑变形丝的性质、原丝的纤度、dpf、热箱长度及加工速度等因素。当H1偏低时,丝条假捻变形不良,缺乏弹性,蜡状感明显;当H1过高时,则导致丝条粘连,出现紧点、僵丝,纤维的手感也会变得粗糙。生产333dtex/96f涤纶低弹网络丝的H1应取196~200℃范围。
3 定形热箱温度(H2)的选择
H2的值,主要视变形丝的弹性要求而定,低弹丝比中弹、高弹丝的H2要高。涤纶333dtex/96f低弹网络丝的定型温度取150~165℃范围,其产品的物理指标均能达到要求。
4 牵伸倍数(DR)的选择
牵伸倍数依据原丝和成品纤度来初定,再结合产品外观质量作进一步调整。如果DR偏大,则成品的毛丝增多;反之,则会造成成品丝的紧点、僵丝增多,变形效果差,染色性也差。用本单位原料516dtex/96fPOY生产333dtex/96f低弹网络丝时,牵伸比取1.655~1.692范围,成品丝质量比较满意。
5 速比(VR)的选择
VR是指假捻器表面速度与丝条速度之比,它的选择与原丝的总纤度和张力比(T1/T2)有关。VR大,对丝条的磨擦速度加大,捻数增加,T1大,T2随之减小。生产333dtex产品,一般取VR在1.610以上。都是,当VR过大时,T2较小,出现丝条解捻不均匀,产生紧点、僵丝;VR太小,则T2过大,易产生毛丝。一般按照T2/T1=0.7~1.0范围来合理选择VR的大小。我们在生产该产品时取VR=1.630~1.670范围。
6 假捻器交叉(Θ)的选择
对于皮圈式假捻器来说,交叉角Θ的大小,会影响到假捻张力的大小。Θ越大,则T2越大,T1越小,与VR的选择类似,Θ的数值主要取决于丝条的总纤度和T2/T1的张力比。
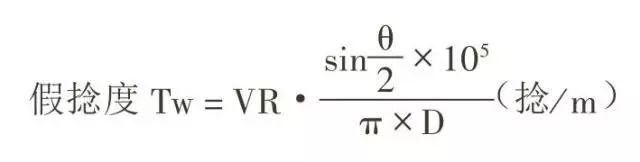
式中,VR为速比,Θ为假捻皮圈交叉角,D为丝条的直径(mm)。
上式说明丝条的假捻度与总纤度、速比及假捻皮圈的交叉角有关。根据日本村田公司提供的资料可知:生产333dtex产品,VR宜取1.65左右,Θ应在115~125°交叉角之间。根据我们的经验,交叉角取117.5~120°时,产品的质量比较稳定,此时假捻度在1600~1750捻/m范围。
7 假捻器气压总压的选择
生产333dtex产品,必须取较大的接压(C·P),才能保证假捻器对丝条有足够的握持力。由村田公司的技术资料可知,加工333dtex产品时,C·P应在300~350cN范围(旧假捻皮圈可以取330~350cN),由图1可知,此时总压对应值应该在0.21~0.25MPa范围。如果总压偏小,则假捻器对丝条的握持力减小,假捻效果不好;如果总压过大,则会使T2降低,产生紧点或僵丝,同时还会造成假捻皮圈的使用周期缩短。我们选择总压在0.21~0.24MPa之间。

8 定型超喂(OF2)的选择
一般根据丝条在定型热箱里的张力情况来确定OF2的大小。对于网络丝来说,还要考虑到丝条在喷嘴进出口的张力大小。如果OF2太小,丝条在喷嘴里的张力较大,气流对丝条的开松和缠结作用程度下降,不利于网络。但是,当OF2较大时,丝条在喷嘴进口处易喷丝,甚至造成第二罗拉缠丝,丝条在喷嘴里面也会由于张力太小而易偏离喷嘴中心喷孔位置,出现网络点不均匀。根据我们的实际经验,当丝条在喷嘴进口处的张力T’’为10~15cN时,在喷嘴下面出口处的张力T’’大约在18~25cN范围(出口处因气流方向与丝条行进方向一致,所以比进口处的张力稍大些)。此时的网络点比较均匀,网络牢度也比较高。OF2应取4.40%~4.48%为宜。
9 卷绕超喂(OF3)的选择
一般按照成品纱卷装所需的张力(T3)大小来调节OF3。对333dtex/96f涤纶低弹丝来说,要求T3张力在15~25cN之间比较适宜。T3太小,第三罗拉易喷丝;T3太大则卷装发亮甚至成形不良,蛛网纱多。我们取OF3在6.01%~6.46%,此时T3张力适中,卷装也好。
另外,33H假捻机的成形系统有“ARB”和“VEC”两种方式,生产网络丝时,一般采用“VEC”方式,成形比较理想。
10 网络气压的选择
网络用压缩空气的压力对网络丝的质量影响较大,只有当气压达到一定数值时,才能获得满意的网络度和网络牢度。当气压超过0.38MPa时,网络效果变化并不大。原因是此时丝条在喷射气流作用下产生的高频振动频率已经接近临界值:如果气压再大,不仅造成电耗增加,而且还会使丝条紊乱形变严重而产生圈丝和毛丝。我们用村田公司提供的14A型闭式喷嘴生产333dtex/96f涤纶低弹网络丝时,气压控制在0.37~0.42MPa范围,可以保证网络度均匀,网络牢度在97%以上。
11 上油效果的保证
夏天生产333dtex/96f涤纶低弹网络丝时,由于环境温度较高,DTY油剂的粘度下降,上油效果不理想。即使将油辊转速调至19.5r/min以上(最大值为20r/min),也难以保证达到成品丝的含油要求。此时,可以将油辊前面的导丝钩调至最低处(该导丝钩共有三个可调位置),使丝条与油轮的接触面积增大,从而达到理想的上油效果。
3 结论
①用33H型假捻机生产333dtex/96f涤纶低弹网络丝时的车速应控制在520~570m/min范围;网络气压应0.37~0.42MPa之间。这样既能保证产品质量,也能适当控制生产成本。
②生产该品种时,根据丝条在不同部位的张力要求,取OF2在4.45%~4.85%、OF3在6.01%~6.46%范围为宜。其余工艺参数的设定原理与生产其它涤纶低弹丝基本类似,无特殊要求。
③卷绕成形系统采用“VEC”方式,卷装质量比较理想。
④根据实际含油情况,必要时将油辊前面的导丝钩位置调至最低处。



 苏公网安备:
苏公网安备:
{kind=link}