资讯会员登录
×
56 dtex/72 f全消光涤纶DTY生产工艺探索
随着经济发展,在涤纶长丝生产上,人们越来越重视织物的面料视觉效果。为了达到仿棉的面料效果,消除涤纶较亮的光泽,生产厂家可在丝条中加入较高含量的TiO2生产全消光纤维,消除面料的极光效应。同时TiO2添加剂可以起到防紫外线的作用,当紫外线通过含消光剂纤维时会产生一定的紫外吸收和反射,减少对人体的伤害。因此高附加值的全消光纤维开发已经成为一种趋势。
试验
原料
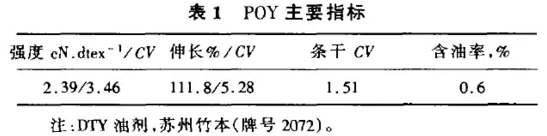
采用仪化涤纶五厂83dtex/72f全消光POY(指标见表1)产品,TiO2含量为2.3%,特性粘数为0.645dL/g,熔点为262℃。
主要生产设备与测试仪器
生产设备:法国ICBT公司加弹机,型号:12E3+AD(V型机),带全锭位在线张力仪控制系统。该张力仪可以实时显示锭位张力情况(张力平均值及CV,张力波形图等),工艺调试中可以快速地对张力情况进行评价;PU盘,德国TEMCO公司生产。
测试仪器:强伸仪,型号:USTERTENSORAPAIO4,瑞士ZELLWEGERUSTER产。染色和判色按纺织工业协会2001年5月颁布的国家标准执行,国标号:GB6508—2001。
加弹工艺路线
POY→切丝器→第一罗拉→变形热箱→冷却板→假捻器→第二罗拉→探丝器→P102喷嘴→2Bis罗拉→定型热箱→第二罗拉→第三罗拉→上油辊→卷绕→DTY
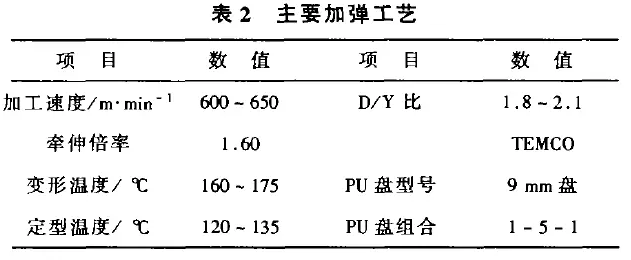
主要加弹工艺参数(见表2)
结果与讨论
加工速度
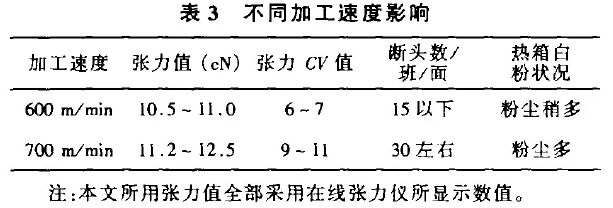
在试制全消光涤纶56dtex/72fDTY时,由于丝束中有较高含量TiO2,丝条拉伸性能和内部结构均匀性均较半消光纤维要差,故选择速度稍低、控制张力在15cN左右,保证在较低张力下就能得到稳定的假捻状态,并减少因高含量的TiO2所导致的导丝器和丝条之间的磨损,减少毛丝产生的可能性,增加设备使用寿命。
表3是不同加工速度下的生产情况。可见在12E3机台上,加工速度控制在600m/min左右是比较合适的,假捻张力和热箱状况较好。目前实际生产中我们选用600m/min速度,经过近3个月的运行,情况良好。
牵伸倍率
充分考虑到TiO2,无机粒子增塑及诱导结晶的双重效应对牵伸倍率的影响,故选择较半消光纤维稍高的牵伸倍率,有助于丝条内部结晶完全,形成良好的结晶结构和充分的取向,获得良好的染色效果,同时尽量减少毛丝,保证纤维的强度。
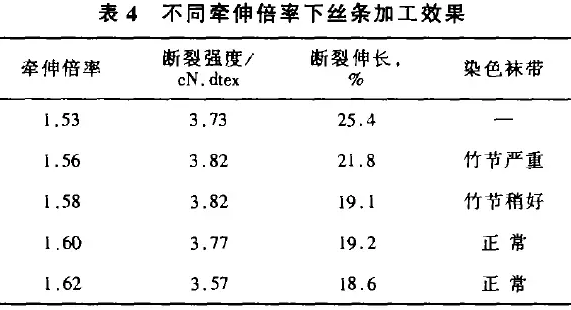
由表4可以看出,断裂强度随着牵伸倍率上升而上升,但到1.60时强度反而下降,说明此时已经有单丝开始发生断裂,导致强度下降。因此为了满足强度要求,牵伸倍率不能太高。
这主要是因为TiO2在丝条中不能完全分散均匀,丝条纵向(条干)差异较半消光品种大,所以在假捻过程中丝条状态不太稳定,局部区域发生抖动或逃捻,形成短小紧点、夹僵和半僵情况,染色时袜带出现小段竹节,会影响布面效果。提高牵伸倍率有助于消除这一现象。
考虑到以上两方面的因素,在实际生产中,牵伸倍率定在1.60左右比较合适。目前在这种牵伸倍率下染色A级品率能达到97%。
D/Y
试验中发现,在一定范围内D/Y对本品种的丝条伸长和强度及染色影响不大(见表5)。但若D/Y太低,解捻张力会较大,生产中易造成明显的张力波动,导致假捻效果不稳定,出现单丝不能加捻。
但56dtex/72f这样张力较小的细旦丝,D/Y过大导致解捻张力过小,会使丝条运行不稳,易在定型热箱进口处发生飘丝,严重时会出现堵热箱、缠罗拉、缠黑辊等情况;同时若D/Y太高,会使丝条对加捻盘损伤的倾向增加,特别是对含有TiO2,粒子的全消光品种而言,为提高设备利用率就不能选择太高的D/Y。
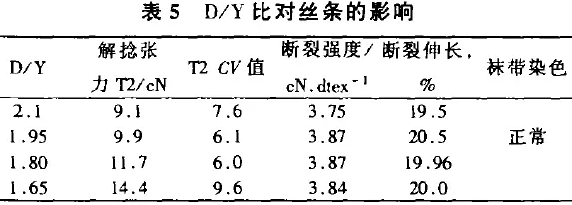
因此,从张力稳定、设备使用、生产稳定综合考虑D/Y比选用,不能太高也不能太低,实践生产在1.80左右是比较合适的。
变形热箱温度H1
良好的温度条件,有利于丝条形成良好的大分子结构,提高DTY染色性能。全消光产品由于TiO2的加入形成晶核,在同等温度下,较半消光产品结晶度更高,结构更排列有序,拉伸性能有所减小,因此应适当降低H1温度。
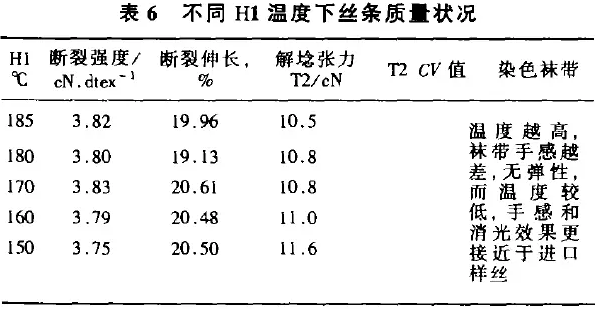
由表6知,随着变形热箱温度H1的变化,强度变化并不大,但从解捻张力考虑,温度应该在160℃以上。
试验中对染色进行跟踪,发现其温度高,丝条上染率低,面料颜色变浅,同时袜带变得很薄很透,不饱满,无蓬松感,丝条较亮。而温度在170℃左右时,袜带手感、外观风格都更接近于进口丝袜带效果。因此实际生产上变形热箱温度H1应该在(170±5)℃。
定型热箱温度H2
适当降低H2可得到更好的染色和蓬松效果。试验中分别关闭定型热箱和定型热箱温度H2为130℃时做对比如下,见表7。
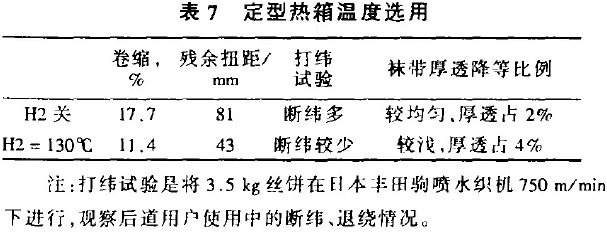
可见,在关闭定型热箱的情况下,虽然染色和蓬松性有所提高,但由于纤维的内应力没有得到有效消除,使得丝条有卷曲收缩的趋势,所以卷缩和残余扭距值都比较大,造成退绕断头多,不利于用户织造加工。特别是消光剂的加入,使丝条间磨擦增加,不利于退绕,因此在生产中温度不能太低,一般定在130℃左右比较合适。
其它
由于全消光56dtex/72f相对半消光而言,TiO2粒子使退绕性能稍差,因此在选择网络压空、卷装硬度、卷绕交叉角、防凸参数、油剂质量和用量等相关参数的时候必须仔细观察,尽可能地改善退绕性能。
另外,对生产全消光的机台应缩短检修周期,满负荷生产一个月必须对皮辊、止捻器瓷件等部件进行检查,择差更换;特别是热箱清洗更应及时,实践生产中,热箱使用超过一个月,染色质量就会有较大幅度的下降,出现色差。同时在日常生产中应加强巡查,发现异常尽快分析解决。
产品质量
通过工艺改进,目前56dtex/72f全消光产品质量已能满足用户需求,染色及生产运行良好,主要物理指标见表8。

结论
a.通过加工工艺的调整,在ICBT公司12E3加弹机上开发56dtex/72f全消光产品是可行的。
b.由于Tio2的加入,在生产工艺上应充分考虑其影响,特别是牵伸倍率、HI、H2的选用对保证产品质量十分重要。
c.合理选用卷绕参数,保证全消光产品的退绕性能。
d.全消光产品生产上较常规产品白粉多,磨损大,应适当缩短设备维修周期,保证产品质量稳定性。



 苏公网安备:
苏公网安备:
{kind=link}