资讯会员登录
×
工艺参数对DTY蛛网丝及成形不良的影响
蛛网丝及成形不良是DTY卷装外观检验中的重要项目。DTY卷装中蛛网丝和成形不良不仅不利于DTY一等品率的提高, 影响生产厂家的经济效益, 而且在后道加工中会导致DTY退绕受阻, 产生断头, 给用户带来不良后果。本文根据在生产中的工艺实践, 浅析和探讨了SDS 600C型拉伸变形机, 其工艺参数对DTY卷装蛛网丝和成形不良的影响。
卷曲机理
图1是SDS 600C 型拉伸变形机的卷取机构, 主要由摩擦辊、筒管架、往复箱和回复扦四个部分组成。
在卷取DTY时, 夹在筒管架上的纸管,通过机构中弹簧的作用, 以一定的压力与摩擦辊接触, 纸管在摩擦辊的摩擦带动下转动,将DTY 卷取成一定形状的卷装。
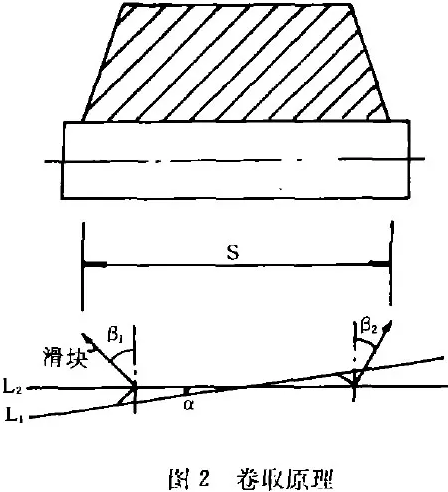
回复杆在机构中起反馈作用, 即, 随DTY卷装厚度的增加, 调节往复导丝器动程, 使卷装两端形成一定的锥形角, 原理见图2。往复箱中装有导丝器的滑块,其上、下两部分分别在导轨4 , 和导轨4 5 中来回滑行。
在卷取过程中, 随着纸管上DTY 厚度的增加, 回复杆带动导轨L1 , , 使之与导轨L2的夹角α减小, 这样, 滑块位于两端时的β1、β2也相应变小, 从而使得导丝器的往复动程S随卷取厚度的不断增加而渐渐缩短, 从而DTY卷装产生锥形角。
紧贴纸管所绕的丝的宽度, 即, 往复导丝器的初始动程, 是通过调节回复杆的长度, 变动α角来预定的。回复杆调长, 则α角变小, 初始动程变短8;反之, 初始动程变长。
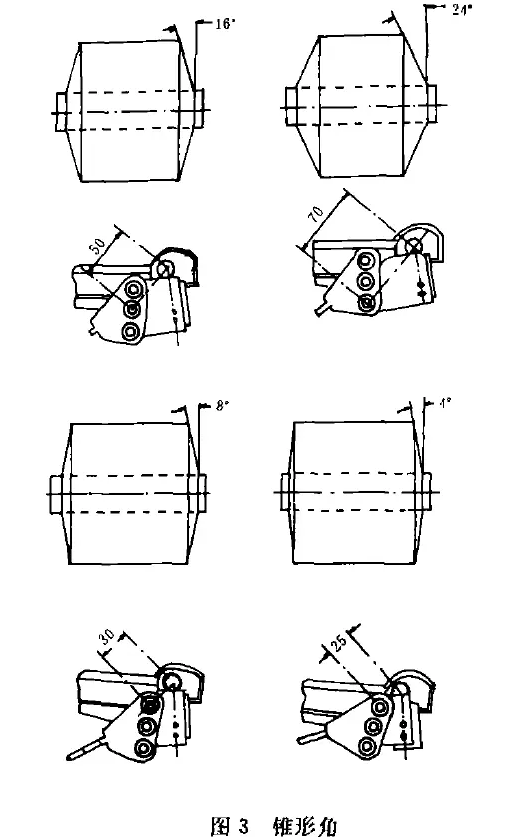
导丝器的往复动程随卷取厚度的不断增加而缩短的快慢程度, 使得DTY卷装的锥形角有大有小, 锥形角的大小可以通过改变回复杆与筒管架的安装位置来变动, 见图3。
有关工艺参数的选择
01 卷曲张力T3
DTY在卷取时, 必须持一定的卷取张力(T3) , 实践表明,T3的大小对DTY的卷装的蛛网丝和成形不良有较明显的影响。
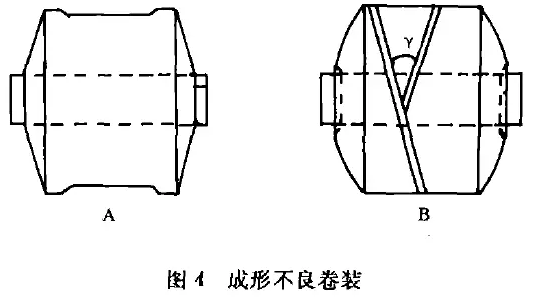
虽然卷取机构中设有轴向防叠装置, 以防止卷装形成凸边, 但是DTY在卷取过程中, 在往复导丝器的带动下滞留在两端的时间始终长于在中部的时间, 使卷装两端的DTY密度比中部的密度大。因此, 当T3过大, DTY卷装易形成两端凸起、中部凹陷的不良形状, 如图4A所示。
且由于卷取厚度逐渐变得不一致, 使得T3在两端时的波动变大, 卷装易产生蛛网丝。又因DTY具有一定的膨松性, 若T3过小, 虽然卷装不会出现凸边, 但DTY过于松驰, 所以随着卷装的增大,卷装的两端会逐渐凸出, 使靠近纸管的内层丝出现凹陷, 造成如图4B所示的成形不良。
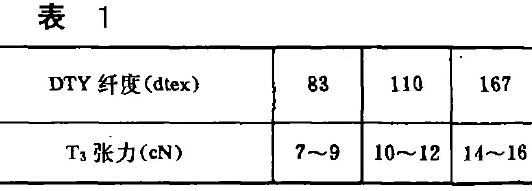
因此,合理地选择卷绕张力T3的大小很重要。一般来说,T3随DTY纤度而定,见表1。
T3张力主要通过稳定超喂和卷取欠喂这两个工艺参数来调节, 若达不到张力要求,可稍变动往复导丝器速度, 使之满足要求。
02 往复速度与往复速度偏差
往复导丝器的往复速度对DTY卷装也有很大影响。往复速度过大, 则卷绕角(相邻两层丝间形成的夹角,如图4B中的γ角) 过大, 不利于卷装退绕;若往复速度过小, 则往复导丝器在卷装两端滞留时间过长, 使丝脱离原卷绕轨迹而产生蛛网丝。因此, 为使卷装避免蛛网丝并使之有较好的退绕性能, 一般来说, 卷绕角丫在23~33°较为适宜。根据几何关系可得:
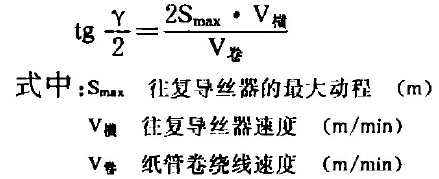
因V卷近似于机台加工速度V2 , 所以可用V2代替, 原式可变化为:
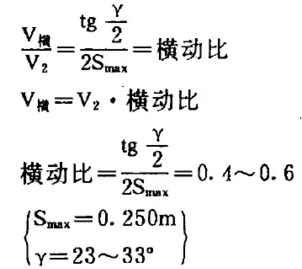
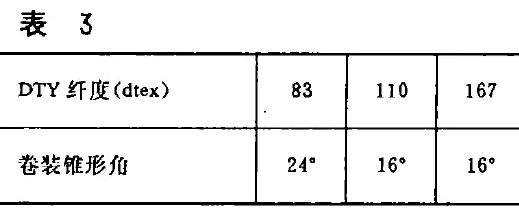
根据以上计算得知, 为满足卷绕角γ=23~33°,横动比可在0.4~0.6中进行选择,一般根据DTY纤度而定,见表2。往复速度可根据机台加工速度和横动比计算得到。
为防止丝在纸管上卷绕时的径向重叠,SDS600C型拉伸变形机设置了往复速度的偏差装置, 使设定的往复速度可在0~10%的范围内周期性变化, 以变化卷绕角γ, 达到防叠目的。偏差值不宜选得过大, 否则往复导丝器速度变化大, 引起T3波动大, 卷装易产生蛛网丝, 一般选4%为宜。
03 锥形角与初始动程
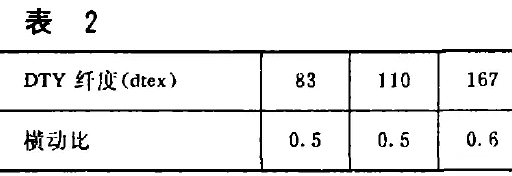
锥形角一般根据DTY纤度进行选择,纤度小时 ,因T3较小,且卷绕时间较长, 所以应选用较大的锥形角,以避免两端面凸起。锥形角选择可参见表3。
往复导丝器初始动程的选择要适当, 若过大, 则往复导丝器行至两端时会导致T3张力波动较大, 使卷装产生蛛网丝;若过小, 纸管又不能充分利用。实践表明, SDS 600C型拉伸变形机, 其卷绕的初始动程选 245mm 较为适宜。
结论
卷绕张力T3对DTY卷装的好坏起重要作用,其大小应根据DTY纤度的不同而合理选择。
往复导丝器的往复速度对T3稍有影响, 为使卷装的卷绕角γ在23~33°之间,其大小根据机台加工速度和所选横动比计算而得。往复速度偏差不宜过大。
对SDS600C型拉伸变形机来说,其卷绕的初始动程选择245mm较好,锥形角根据DTY纤度选择。



 苏公网安备:
苏公网安备:
{kind=link}