资讯会员登录
×
涤纶长丝后纺岗位操作
涤纶长丝后纺岗位也就是后加工岗位,包括牵伸加捻、加捻变形、热定型、络丝、包装。初生纤维经过恒温恒湿平衡后,根据产品需求,经过后加工,使POY、UDY转变为FDY、DTY。
牵伸岗位操作
卷绕丝的平衡
目的:使丝筒各层纤维间的含水、含油均衡→后拉伸时毛丝减少,断头减少,使初生纤维内部结构应力松弛→结构均匀稳定→有利于后拉伸。
(1)平衡温度22~28℃温度下降→消除内应力时间延长,温度上升→破坏纤维结构,卷绕丝老化(拉伸应力增加、断头、绕辊)。
(2)湿度(空气相对湿度为80%)空气湿度上升。破坏纤维结构,卷绕丝老化(拉伸应力増加、断头、绕辊)空气湿度下降→卷绕简表面水分蒸发增加→卷绕简内外水分不同→染色不匀率升高。
(3)时间6~24h(最多不超过5天),影响与温度相同。
拉伸倍数
拉伸倍数会直接影响成品丝的强、伸度和纤度等。拉伸倍数高,成品丝条强度高,伸度低,纤度小,一般控制在3.5~4.2之间。
拉伸温度
高于玻璃化温度Tg10~20℃,一般为80~90摄氏度。
拉伸速度
一般在800m/min以上。
定型
目的:通过热定型,可以消除内应力,使拉伸性能稳定,同时还可使丝条进一步结晶,强化其物理性能。可用热板定型,温度为180℃。
加弹岗位控制参数与工艺卡片
车速YS(YARNSPEED)
33H、FK6Ⅱ、FK6y-1ooo等机型都是以FR2的速度为基准,即为车速,用m/min表示。
拉伸比DR(DRAWRATIO)
DR=FR2速度(转速)/FR1速度(转速)
按拉伸、假捻结合加工的方法,可分为外拉伸变形法和内拉伸变形法两种。
(1)外拉伸变形法拉伸和假捻在同一台设备上分两个区域来完成,先拉伸再假捻。由于拉伸发生在假捻区外,故称为外拉伸法。
(2)内拉伸变形法拉伸和假捻在同一台设备上分两个区域来完成,这种加工方法称为内拉法。
目前外拉伸变形法应用较少,大多数厂家为提高效率而引进的设备一般均采用内拉伸变形法生产。
速比VR或D/Y比
VR=假捻皮器圈的表面速度/FR2罗拉的表面速度(YS)
D/Y=假捻器摩擦盘的表面速度/FR2罗拉的表面速度(YS)
VR(D/Y)的作用保证了DTY的假捻效果,使其具有一定的卷曲和蓬松,D/Y及
VR决定了DTY的捻数,VR(D/Y)大,假捻度越大,则卷缩力越大,卷缩越细密而多,外观也越丰满。
因此,可通过它对DTY的外观、密度、毛丝、紧点等进行调控但在一定范围内对丝的强度、伸度、卷缩率、卷曲稳定度特性影响较小。另外,VR(D/Y)增加,DTY的上染率略有下降。
第一热箱温度或上热箱H1温度
H1温度也叫变形温度,它的作用是:丝条如果在低温状态下硬性拉伸,由于纤维的拉伸应力(屈服强度)较高,单丝表面容易破裂,内部也可能出现空洞,产生毛丝和断头。涤纶长丝的分子链需在一定热量的情况下才具有一定的活动性,而它的活动程度与温度有关,温度越高,活动性越强。
因此,利用纤维的这种热塑性,在具有一定温度条件下拉伸,才能使纤维变形得以煦分。经过第二热箱处理后的丝具有高弹性,卷缩率高,卷曲稳定性差,称为高弹丝。
冷却板的作用
冷却板的作用是把丝条的塑性形变固化下来,由于经过第一热箱后的丝条温度较高,刚性不足,故需将丝条经冷却板至80℃以下,使其具有足够的刚性,保证加捻的正常进行。
冷却效果由车速、POY油剂性能及含油率、冷却板长度、车间环境温度、通风条件、气候等因素息息相关。
第二热箱或下热箱H2
H2温度也叫定型温度,它的作用是变形丝在第二热箱中处于低张力状态,假捻产生的卷曲丝圈有自由收缩的机会。卷曲力弱的丝圈会因收缩而消失掉,变形丝的卷曲性能降低。
但通过定型加热可进一步消除内应力,而使卷曲更加牢固,尺寸稳定性变好,残余扭矩减小。加之结晶的进一步完善,沸水收缩率降低。变形丝也由高弹态转为低势态,称为低弹丝。
第二超喂OF2
OF2=(FR2表面速度-FR3表面速度)/FR2表面速度*100%
在第二热箱内丝条发生一定的收缩,它的大小与0F2有关,OF2卫越高,DTY越接近松弛状态下的热定型,丝的收缩率越高,内应力松弛越彻底,DTY的卷上缩率降低越大;
但OF3过大,残余扭矩会偏高。若开网络丝,0F2的控制就要求比常规丝低些,以丝在FR2及喷嘴处不飘丝为好,并考虑客户对网络度的要求和退绕性能等方面来把握。
第三超喂OF3
OF3主要是控制丝的卷绕张力,保证丝锭具有一定的卷径、成型和硬度,还能调控上油量。工艺调整时,要考虑包装尺寸和退绕的要求。
上油
DTY上油的目的保证丝具有较好的平滑性、集索性和抗静电性。这样可以减少DTY丝的摩擦系数和上油率丝锭的卷绕成型、退绕性能更加良好,才能满足织造的要求。
网络原理和作用
(1)网络原理当丝在喷嘴丝道中通过时,受到与丝垂直的喷射气流的横向撞击,产生与丝条平行的涡流,使各个单丝产生纠缠和振动,如此循环往复,丝条不断地被开松、交络、缠结,从而形成缠结点。由于不同的区域涡流的流体速度不同,以及车速的影响,因此形成周期性的网络间距和网络结点。
(2)网络的作用可以省掉织造中的并丝、加捻、上浆等工序,也中免浆丝。它可以大幅度地提高丝条的退绕速度,降低断头率,增强复丝中单丝的抱合力,以利于织造加工的顺利进行和缩短加工工序。同时,织物有一定的型感,不易起毛起球。
络筒时间和理论产量的计算
落筒时间=[卷装质量(g)*10000*N]/[实际纤度(dtex)*车速]*100%
式中N—修正系数,一般取1.02左右
单锭理论日产量=1*YS*60*24*纤度(dtex)/10000*1000*N(kg)
式中N—修正系数,同上取1.02左右
整机理论日产量=YS*60*24*纤度*锭数*M/10000*1000*N(kg)
式中N—修正系数,取1.02左右;M—机台效率
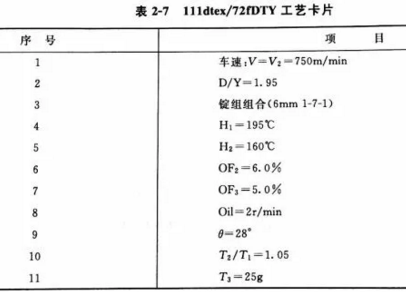
工艺卡片(M型机)
111dtex/72fDTY工艺卡片见表2-7



 苏公网安备:
苏公网安备:
{kind=link}