资讯会员登录
×
常规纺丝拉伸加捻详解
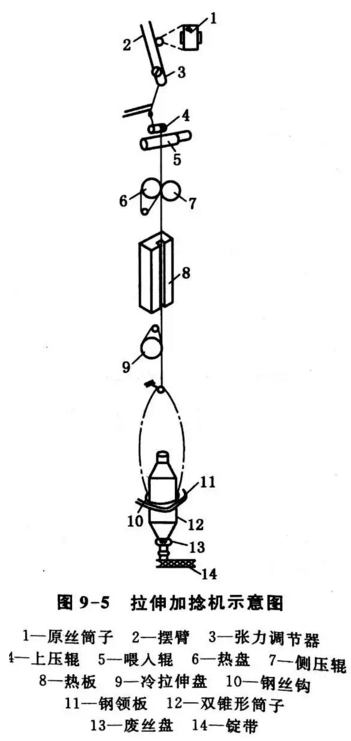
拉伸是UDY丝后加工生产中必不可少的重要过程,对纤维质量的影响很大。涤纶长丝经拉伸后便卷绕成筒,由于卷绕成筒装置一般为环锭,卷绕时给丝线加以一定的捻度,所以长丝生产中一般统称为拉伸加捻。拉伸加捻机如图9-5所示。
一 拉伸的目的和要求
1.目的
卷绕丝(UDY)的强度低,伸度高,尺寸稳定性差,性质极不稳定,不能直接用于织造。通过拉伸和热定型,可使纤维大分子获得一定的取向度和结晶度,从而使丝线在强度、伸长、沸水收缩率、染色均匀性等方面满足织造和使用的要求同时给予一定的捻度,增加单丝间的约束,便于储存、运输和使用。
长丝的强度、伸度、沸水收缩率及染色均匀性等性能取决于纤维的微观结构。除了高分子本身固有的大分子链结构的影响外,取向和结晶等超分子结构起着关键的作用,只有经过拉伸,在拉伸应力和温度的作用下,长丝才能获得必要的超分子结构。
2.要求
①拉伸过程稳定,产品质量好,生产效率高。
②拉伸机上锭与锭之间的各种条件一致力防止锭位差异造成质量问题。因为长丝没有短纤维那样的混纤机会,往往因一个筒子的质量问题便造成大批织物降等。
③尽可能减少拉伸过程中的毛丝和“绕辊”现象,以防止其影响假捻变形过程中的断头率。
二 拉伸工艺条件
1.卷绕丝的平衡条件
由于纺丝过程中的急剧形变,卷绕丝内部分子间存在内应力,结构极不稳定。在卷绕筒子的表层和内层之间,存在更明显的差别。如果将这种卷绕丝立即拉伸,不仅使成品丝的不匀率高,还易产生毛丝和断头。因此,刚落筒的卷绕丝必须在一定的温湿度条件下平衡一定的时间,以减小或消除丝线内部的应力和内外层的不均匀。
据资料介绍,2h之内,取向等结构的变化较明显,以后逐渐平稳。因此,平衡时间一般不小于2h,最好为8~12h。但时间不能太长,若超过一个星期,卷绕丝分子间的次价键增加,会使卷绕丝老化变硬,拉伸时毛丝、断头率增高,基至无法进行拉伸。
平衡温度一般为25℃。从促进应力松弛来说,温度高能促进应力松弛;但从减缓原丝老化来说,温度低能减缓原丝老化。故应综合考虑。
相对湿度取75%左右。平衡间保持一定的湿度可防止原丝中的水分快速挥发。湿度太低易造成表层水分蒸发快,造成内、外层丝的含水率不一。水分对纤维起増塑作用,含水率不匀会在拉伸时造成明显的伸度不匀和取向不匀。
2.拉伸倍数
拉伸倍数直接影响成品丝的强伸度和线密度等。拉伸倍数高,成品丝条强度高、伸度低、线密度小。但拉伸倍数过高,会使丝条断裂,产生毛丝和断头。拉伸倍数过低,则使拉伸不匀,出现"橡皮筋“丝等。故拉伸倍数应选择在一个适当的范围内,兼顾产品质量和生产效率。
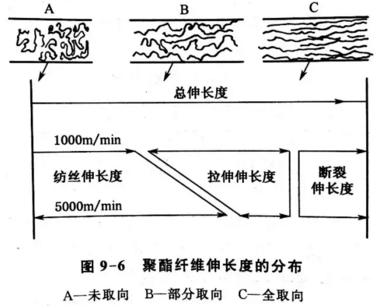
拉伸倍数的大小主要受纺丝速度的影响。据资料介绍,纤维的总拉伸长度为一常数(见图9-6),在纺丝吐出量恒定时,纺丝速度愈高,卷绕丝的拉伸伸长度愈低,相应的拉伸倍数愈小。
在纺丝速度一定的情况下,·拉伸倍数选择的原则是大于自然拉伸倍数、小于断裂拉伸倍数,通常在3.5~4.2之间。另外,拉伸倍数与喷丝头拉伸倍数、原料、纺丝温度和预取向度有关。
3.拉伸温度
涤纶长丝要实现真正拉伸,其分子链和链段必须具有一定的活动性。分子链和链段的活动程度与温度有关,温度愈高,活动性愈强。
分子链段开始活动的最低温度是玻璃化温度(Tg)。卷绕丝的Tg=69℃,只有当温度(T)>Tg时,才能进行正常拉伸。若T<Tg拉伸,由于链段处于”冻结“状态,单丝表面容易破裂,内部亦可能出现空洞,产生毛丝和断头;即使不断头,卷绕成筒时容易出现圈丝,拉伸不均匀,染色时会收缩变硬或产生”竹节丝“(未拉伸丝)。
由于纤维的屈服强度随着拉伸温度的提高而降低,在T>Tg的条件下拉伸,拉伸应力可变小,有利于减少毛丝和断头。温度愈高,拉伸应力愈小。但T>110℃时,分子链活动能力太强,出现解取向,大分子的取向度反而随温度的升高而降低,这对提高强度不利。
在实际生产中,拉伸温度(热盘温度)一般选择在高于玻璃化温度10~20℃的范围内,即拉伸机上的热盘温度控制在80~90℃。在这个范围内,温度的变化对拉伸丝的强度无明显影响,但随着温度的提高,拉伸倍数可适当提高,成品丝的沸水收缩率降低,结晶度提高。随着拉伸应力的减小,毛丝、断头减少,但染色不均率有增加的趋势。
此外,锭位热盘温差应尽可能小,宜控制在±1℃的范围内。温差过大,会使拉伸丝的各种不匀率增大,尤其是染色深浅不一,影响质量。
4.拉伸速度
拉伸速度既决定拉伸加捻机的产量,又对丝的质量有影响。拉伸速度越高,一方面产量高,另一方面拉伸应力下降,沸水收缩率降低,纤维上染率增加。因此,在设备条件和卷绕丝质量允许的情况下,一般取比较高的拉伸速度为宜。但拉伸速度过高,纤维大分子链的形变来不及发展,会使内应力增加,导致产生毛丝和断头。拉伸速度一般为800~1000m/min。
5.定型温度
卷绕丝经过拉伸后,内部存在一定的内应力,成为不稳定的结构。经过热定型使内应力消除,使拉伸丝性能稳定,并可使丝线进一步结晶,强化其物理性能。
长丝用热板进行定型。热板的温度(非接触式为缝隙温度)一般选180℃左右。因为涤纶在160~190℃之间1/2处的结晶化时间最短。随着热板温度的提高,拉伸丝的沸水收缩率降低,上染率下降。但热板温度过高,会使大分子松弛,拉伸应力下降,产生解取向,导致丝条强度降低。
拉伸过程中的定型是紧张热定型(有张力),加上热板长度的限制,定型时间较短,定型效果只能达到一定程度,如沸水收缩率仍然较高(大大超过短纤维)。
在实际生产中,不用热板,适当提高热盘温度,同样可达到质量要求,并对提高丝的染色均匀性有一定的好处。特别是用于假捻变形的拉伸丝,不经热板定型可使低弹丝的染色均匀性(M率)提高3%~5%,还可节约热板用电。
定型温度的选择取决于品种和拉伸过程中的毛丝、断头状况。热盘温度在78~84℃之间,热板温度在175~185℃范围内。
6.拉伸丝的卷绕成形条件
拉伸丝的卷绕成形条件主要有卷绕张力、锭速、钢丝钩(钢针)型号、卷绕角、锥面角等。卷绕张力由锭速和钢丝钩大小决定。卷绕张力尽可能恒定或由内向外逐渐减小。
对大卷装来说,锭速逐渐降低,卷绕张力才不致随筒子直径增大而变大。近似于恒张力或者卷绕张力逐渐变小,可使成品筒子内外松紧大体一致,筒子内外层丝的性能均一。
卷绕张力的变化范围允许在0.088~0.176cN/dtex之间,为此锭速选择在7500~10600 r/min之间,可基本保持筒子的表面线速度一致。
钢丝钩型号越小,自重越大,在相同锭速下形成的卷绕张力就越大。为使锭子尽量在较低的速度下运转,在生产线密度较高的拉伸丝时,可选号数小一些的钢丝钩,如167dtex用23号钢丝钩;生产线密度较低的拉伸丝时,用号数比较大的,如55dtex用26号钢丝钩。
卷绕角应使成形纹路适中、无叠丝。卷绕角由钢领升降速度控制。一般钢领升降时间为20s,升降速度要均匀,换向时平稳,无停顿现象。
筒子的锥面角不能太大,太大易造成丝条滑脱、塌边。但锥面角也不能太小,太小使简子的卷装量变小。一般可在小于临界角23°的情况下确定。
三 拉伸过程中纤维结构的变化
UDY经过拉伸,从低取向、基本无结晶的卷绕丝结构变成取向和结晶均较高的成品丝结构。
拉伸引起纤维最大的变化是大分子、晶粒和其他结构单元沿纤维轴向排列。这种排列是最能承受应力的择优排列,对纤维的强度、模量、伸度有重要贡献。
在未产生解取向的温度范围内,随着拉伸倍数的提高,取向度提高,使纤维强度增加拉伸倍数低,纤维的取向度也低,低到一定程度时会出现拉伸不足的”橡皮筋“丝。表征拉伸丝取向程度的双折射一般在60×10(^- 3)左右。
影响取向度的另外两个因素是拉伸和定型的温度。拉伸温度适当提高,拉伸倍数可以増大。定型时的加热处理,可消除由于拉伸产生的纤维内应力,防止已经取向的大分子改变取向,使分子的取向结构稳定。
拉伸丝的结晶度可达40%左右,随着涤纶长丝结晶度的增大,纤维的密度增大,刚性和抗张系数增强,硬度与耐磨性增大,熔点升高,透明度降低,溶解变难,吸色性变差。
结晶的生成需要一定的温度和时间。一般拉伸温度在玻璃化温度之上,并有一定的加热时间,则具备了产生结晶的条件。但这不是造成拉伸丝高结晶度的主要原因,因为拉伸温度仅高于玻璃化温度10~20℃,加热时间又较短。
造成拉伸丝高结晶度的主要原因是拉伸应力的诱导作用,促进结晶速度增大;同时,定型热板的温度对结晶也有一定的影响,主要调整结晶的形态。在较高的定型温度下,小的晶粒或不完全的微晶粒消失,大而完全的晶粒生长,有时
甚至消失的速度大于生长的速度。
实验表明,相同的热盘温度下,不用热板定型得到的丝线结晶度比使用热板高出1%左右。但这种丝的沸水收缩率大于使用热板定型的拉伸丝,这可能是热板定型能使应力诱导产生的结晶进一步完善。
涤纶长丝的性能与结晶进一步完善程度亦有很大关系。卷绕丝(UDY)基本上是非结晶结构,在拉伸中建立的结晶结构较完善和理想。因此,常规纺丝制得的UDY,经过适当的拉伸使成品丝达到较理想的结品结构,从而得到高强度、高模量的涤纶长丝。
而高速纺丝制得的POY丝由于已经有了微结晶,虽然经过拉伸后结晶度也提高,但没有UDY丝拉伸后的结晶结构完善。这是用POY生产的拉伸丝在强度、模量等性能受到影响的原因。



 苏公网安备:
苏公网安备:
{kind=link}