资讯会员登录
×
定型温度对涤纶异收缩网络丝性能的影响
目前,普通涤纶低弹丝和网络丝由于品种单一.远远满足不了市场需要。如何利用现有的加弹机设备开发生产出适销对路新产品。具有很大现实意义和经济效益。通过空气交络变形、不均匀拉忡加上化纤原丝的不同物理性能的结合,就可获得涤纶异收缩网络丝。该产品具有常规变形丝的蓬松手感和良好弹性.又有许多DTY和POY相互抱合产生的交络点。是提供织造各种织物的新长丝品种,对于新颖纺织品开发,适应市场供求需要,改善人民的衣着以及提高经济效益均有重要意义。
本文通过对涤纶异收缩网络丝定形温度及其产品风格之间关系.摸索了成熟的上机工艺条件。结果表明:在普通加弹机上进行简单改造后生产涤纶异收缩网络丝是可行的。
试验部分
1.1 原料性能及产地
PET是天津石化总公司生产的切片,原料性质指标见表1。

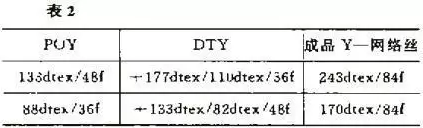
1.2 产品规格(见表2)
1.3 试验设备
前纺:略
加弹:改后的FK6—600型牵伸假捻机
1.4 试验条件
车速:320m/min
交络器:具有送丝变形交络作用,安装于三罗拉前每个锭位丝路。
1.5 生产流程
原丝POY经平衡后放在纱架上→引丝管→切丝器→纱位移→一罗拉→I加热器→冷却板→假捻装置→纱敏感器→导丝轮→纱位移→二罗拉→I加热器→喷嘴→纱位移→三罗拉→纱敏感器→上油轮→卷绕成DTY筒。
第二根丝(POY)走丝路线:
原丝POY经平衡后放在纱架上→引丝管→纱位移→二罗拉处与第一根DTY丝合并。
1.6 主要工艺参数
I加热器温度:200℃±1;II加热器温度:135℃土1:D/Y:2、12:DR:1.68~1.69;OF2:—3.64~—5.41;OF3:—5.41~—7.14;压气:0.6mpa。
结果与讨论
2.1 加工原理分析
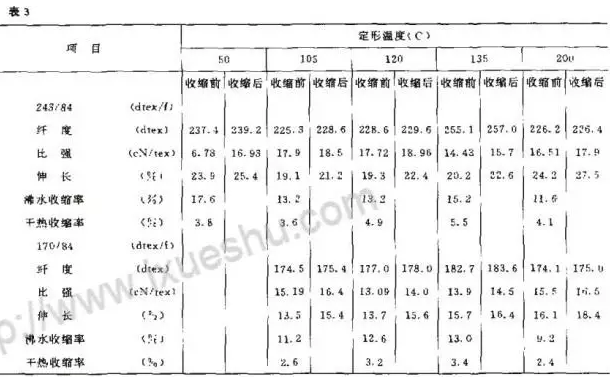
涤纶异收缩网络丝,本质上讲是DTY和POY的合股。我们采用的交络法,即两根丝一起进入交络丝室,由于DTY通过一罗拉与二罗拉之间产生牵伸,速度一直在受制下进行,进而在气流作用下丝室中可以得到适当开松,其张力较大。第二根POY从二罗拉处并入,与第一根丝同时进入第二加热箱定形。两根丝的牵喂已固定,由于POY没得到全部牵伸。伸长大于DTY,这样在相邻的交络点之间,POY明显浮起在DTY表层。产生浮纱效应,至此,两根丝周期性产生缠结并形成以开松的DTY丝为轴,POY被吹开后呈现鱼尾状。第二加热器不同温度对产品指标的影响见表3。
2.2 定形温度与伸长的关系(见图1)
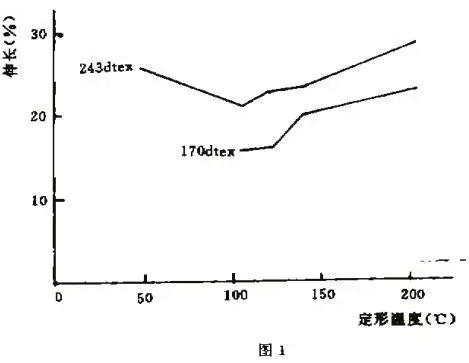
由图1可见,第二加热器定形温度低于或高于135℃对成品伸长率影响是很太的。
PET变化活动是在玻璃化温度67~69℃以上开始,由于大分子链段足够长而穿过晶区,那么在135℃时纤维就具有一定弹性回复性质。POY和DTY在空气压缩作用下,将DTY开松,由于气流在喷嘴内的搅动,使已被拉伸的DTY与POY均匀交络。当受应力诱导的定向作用时,大分子链由缠绕状态转向与应力方向平行的较为有规则的排列状态。在良好的定形条件下,分子排列较紧密。因为弹性形变比塑性形变变化快。定形前的冷却速度是关键,冷却的越快,则定向作用越太,更有利于双伸定向。
2.3 定形温度对沸水缩率影响
对以涤纶POY为原丝生产DTY,定形温度是影响纤维热收缩性能主要因素之一。定形温度对纤维沸水收缩率影响的系统实验结果如图2。
由图2可见,定形温度在120℃~135℃之间,随着定形温度升高。沸水收缩率上升缓慢;定形温度在135℃以上,随着定形温度升高,沸水收缩率下降,说明沸水收缩与定形温度为线性关系;135℃以下定形为低温定形,在定形过程中,丝条内部趋于松驰,定形温度越低,冻结在纤维中的应力越大,沸水收缩率越大。
在135℃以上,远远高于纤维的玻璃化温度时。链段得已较充分运动,高温定形过程伴随着发生纤维结晶化过程;丝条内部产生应力较小,沸水缩率相应变小。
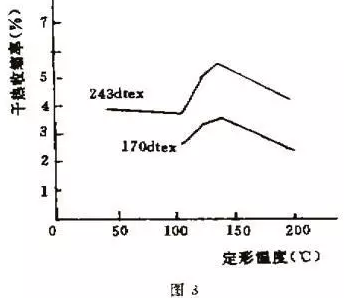
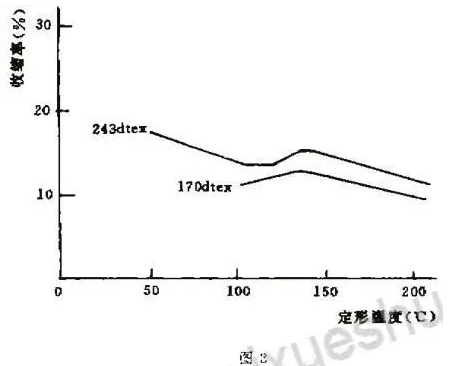
2.4 定形温度对干热收缩率影响(见图3)
实验表明:在160"C左右出现低值,这是随定形温度增加,非晶区含量下降。而晶粒尺寸增加,晶粒数下降,单个晶粒周围的非晶体积增加,丝的应变愈大。因此,丝在定形后,即热处理后,干热空气产生的收缩效应减少了。尤其是POY与DTY双股丝的形态结构更不同于普通网络丝,收缩率不同恰恰是这双缩的差异给纺织品带来面料特有的风格。
结论
(1) 对异形收缩丝选择300~350m/min加工速度为宜。结构稳定,产量倍增,保证质量,便于操作。
(2) 制取收缩率20~35%的异形收缩纤维,定形温度在135℃±1为宜。
(3) 异形收缩丝收缩率和力学性质。两者兼顾,伸长率应控制在20%为宜。
(4) 卷曲缩率控制在5~8%之间即可。
(5) 异形收缩纤维,收缩差给织物带来凸凹膨松性,由于粗、细纤段并存,丝之间定向度差;对染料吸附差别,产生深浅相间;丝条间产生丝长差,增强织物毛性感而消除腊状表面。是目前较为先进混纤法。



 苏公网安备:
苏公网安备:
{kind=link}