资讯会员登录
×
网络丝生产工艺探讨
网络DTY丝是DTY丝经网络喷嘴在压缩空气的作用下加工而成,它在改进DTY丝的极光效应和蜡状(树脂)感方面有较好的效果,并给DTY丝带来某些独特风格。根据目前市场情况,按网络度和网络牢度的不同有弱网络丝、轻网络丝、中网络丝和重网络丝之分。一般情况下,各种性能的网络丝均由相应类型的网络喷嘴生产,才能达到最佳效果,即轻网络丝由轻网络喷嘴生产、重网络丝由重网络喷嘴生产。若能将各种类型的网络喷嘴配备齐全固然理想,但对生产厂家来说,要将各种类型的网络喷嘴配备齐全,其投资之大令厂家难以承受,所以厂家一般只配备一种类型的喷嘴。因而难以满足市场的需要。为了解决这一问题,笔者就用一种网络喷嘴生产不同网络度和牢度的网络丝进行工艺探讨,确定了最佳工艺条件,使生产的网络丝达到工艺要求的网络度及牢度,满足了市场的需求。
一、试验
1.1原料
本公司熔体直接纺生产的170dtex/36fPOY,其物理指标如表1所示。

1.2设备和仪器
法国ICBT公司FTF12E3加弹机(带TWO-BIS罗拉);瑞士HEBERLEIN公司P212网络喷嘴,该喷嘴压缩空气喷射孔直径为1.4mm,属于重网络喷嘴。据该公司资料介绍,该喷嘴设计加工网络度为90100个/m、网络牢度为90%98%的重网络丝喷嘴;DIGITENS2485型张力仪;标尺、砝码(测网络度及网络牢度);压力表。
1.3工艺条件及结果
网络间距的大小和单位长度内的网络结点数(网络度)主要取决于压缩空气对DTY丝长丝产生的高频率振动波的频率。而振动波的频率又取决于压缩空气的压力、DTY丝的线密度,丝条的张力(网络张力),加工速度以及两端的夹持点距离等[1]。这些工艺条件是决定网络丝网络度和网络牢度的主要因素。根据以上原理,结合实际生产情况(由于DTY丝线密度、加工速度、夹持点距离等均已确定),本次实验主要通过调节丝条网络张力(改变TWO2BIS罗拉速比)和压缩空气压力来调节网络丝网络度及网络牢度,同时调节适当的超喂率和卷取速比与之相匹配。
(1)在压缩空气压力一定的情况下,调节TWO-BIS罗拉速比,改变丝条网络张力,网络度及牢度变化情况如表2。绘制成坐标图如图1所示。
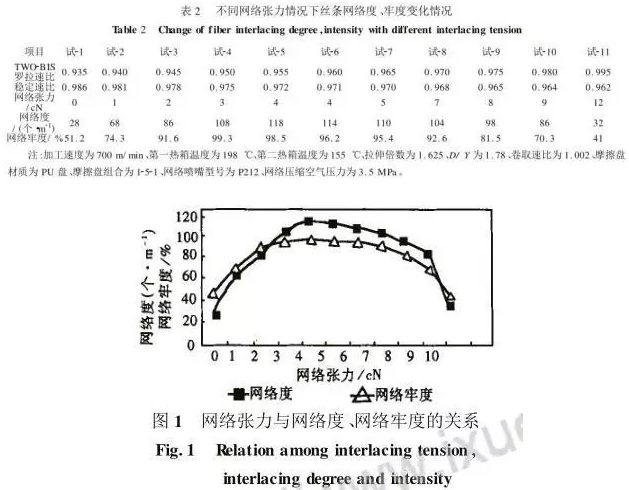
从图1可知,在网络过程中,丝条张力愈高,在压缩空气吹击下,丝条产生的振动愈小,即丝条的开松和丝的旋转程度下降,从而使网络丝的网络度和牢度都下降;在丝条张力很低的情况,网络丝的网络度和牢度也很低,网络效果很差。这是因为,在丝条张力很低时,丝束摇摆不定,易偏离喷嘴丝道中心位置而位于丝道气流死角区域,其丝不易吹开,致使丝条网络不均匀,长段丝条没有网络点。因此,要取得较好的网络效果,网络张力要稳定在合适的范围内。根据图1可知,应控制网络张力在39cN范围内(0.030.09cN/dtex)。
(2)TWO-BIS罗拉速比不变的情况下,通过改变压缩空气压力来调节丝条网络度和牢度,其变化情况如表3所示。绘制成坐标图如图2。
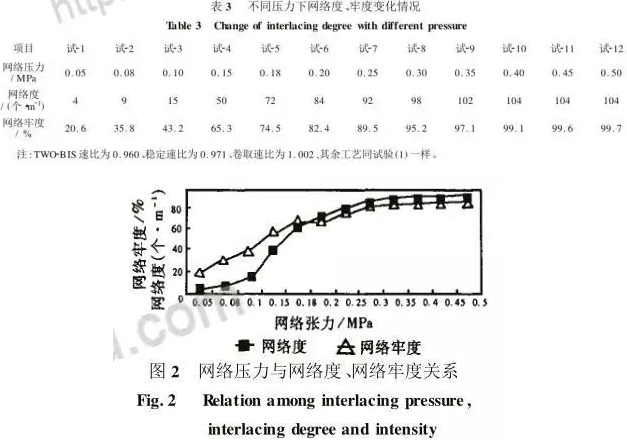
在网络过程中,当压缩空气压力较低时,随着压缩空气压力的增加,网络度和网络牢度都随着迅速增加,而当压缩空气压力增至0.35MPa以上时,网络度、网络牢度增加缓慢,直至不再增加。这是由于当压缩空气压力刚增加时,喷射气流对丝条的撞击力增加,丝道内的流体紊流加剧,从而使丝条产生的振动频率增加,丝条网络度随之增加,且网络结点不易松散,牢度增加;当压缩空气压力增至一定值后,丝条的振动频率接近临界值,因而网络度的增加逐渐减缓,直到平衡值。根据图2可知,合适的网络压缩空气压力应控制在0.150.4MPa范围内,对于不同的市场需求,可采用不同的网络压力和网络张力以适应其需要。
二、结论
(1)选用HEBERLEINP212网络喷嘴,优化工艺条件后,既可生产重网络丝,又可生产轻网络丝,以满足用户不同的需求。
(2)调节适当的压缩空气压力和丝条网络张力,即按两曲线图:图1、图2的规律找出最佳工艺范围,可做到既能生产出不同性能的网络丝,又可降低压缩空气消耗,以降低成本。



 苏公网安备:
苏公网安备:
{kind=link}