资讯会员登录
×
涤纶DTY质量对织造的影响及改进
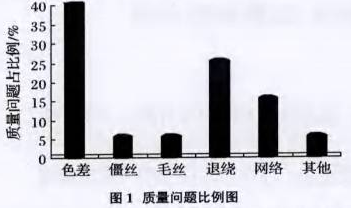
涤纶长丝以其独特的风格被广泛应用于服装、装饰等领域,随着纺丝技术的不断改进以及人们对服装要求的多样性与个发货舒适性的追求,对涤纶长丝的质量要求也越来越高。由于DTY生产过程控制及检测手段的局限性,DTY的一些质量问题只有到织造过程中才显现出来。跟踪某公司最近三年的售后服务情况,客房反馈比较多的质量问题主要有色差或横条、僵丝、毛丝、织造效率低(退绕)、网络及其他,它们所占的比重如图1。
这些质量缺陷除了由织造、染整工艺或者设备的因素造成外,主要是从DTY原料中带来的。随着用户对织造效率、成品率和染色均匀性能的要求更加严格,尤其是随着DTY市场竞争日趋白热化以及新投产厂家的设备优势,涤纶DTY生产厂家都在不断提升DTY的质量,加大检测力度,提供客户满意的产品。
分析与讨论
1 色差或横条
1 疵点现象及原因
从图1可以看出,布面色差或横条是DTY在织造过程中最常见的质量缺陷,同时也是造成损失最大的质量问题。它是在织物上出现的并轴整数倍的有色差经纱,或者在纬向上反映出来的条状色差,或者经纬向色差不一致;在针织物中会在间隔等于总筒子数生产一圈的宽度距离(俗称一个纱线循环)上出现等距横条。
色差和横条现象主要是某一些锭的线密度、吸色性、卷曲收缩率与同批号丝锭之间存在差异,以至在织成的坯布上出现横条或疵布,经染整后出现色差横条,经过贴胶海棉或者磨毛等后整理以后,色差变得更加明显。线密度差异会使织物粗糙或者透光异常、异经;着色差异产生色差;卷曲收缩率差异,经染整高温处理后会使织物局部尺寸稳定性差,由于收缩差异造成横条。
2 解决办法
要解决线密度、吸色性和卷曲收缩率这三个影响染色的问题,必须要从POY原料开始着手进行全流程管理。在生产过程中必须保证线密度的均匀性,及时处理漏浆组件、计量泵,飘丝要严格分流。加强管理,避免混批、错位丝的生产,切片或者熔体质量、组件周期、侧吹风冷却条件要稳定;生产工艺参数中压力、压差、温度、速度必须保持稳定,制定严格的波动分流标准;加强锭位管理,减少锭位差异;对到期的DTY设备部件如假捻盘、皮圈、罗拉等整批更换,保持所有锭位加工条件一致;DTY加工过程丝道必须保持一致;采用更严格的判色标准,实践证明采用国标所使用的灰卡标准判色越来越难以满足用户日益严格的染色需求,往往造成小色差情况,目前很多厂家已经采用4.5级的标准,并且以加织标样作为参考的形式对产品颜色进行深、中、浅三色细分,进一步提高产品的染色均匀性;另外可根据客户织物的特点加工,如纬编织物,可提高DTY的卷曲收缩率,这样DTY的弹性好且丰满,织物染色整理后可掩盖一些轻微条纹。
以上条件中,尤其DTY加工条件的一致性最容易出现问题,在过去三年的质量投诉统计中,色差和横条问题近50%都是由于加弹过程的丝道问打滑或者存在丝道问题有关。题导致,需要引起DTY加工厂的重视。DTY加工由于锭位多、零部件多、劳动密集型等特点,操作错误的比例大。根据试验对比,加弹过程在一、二两级罗拉之间的丝道最为重要,POY丝条在这两个部件之间完成拉升和假捻过程,达一段丝道是加弹的核心,必须准确,否则拉伸、受热、冷却、加捻任一条件不一致都会出现蓬松性、收缩性差异,很容易形成大的色差,且往往损失较大,因此要求操作人员在生头之后必须对这一段丝道进行一次检查确认。
2 僵丝
1 疵点现象及原因
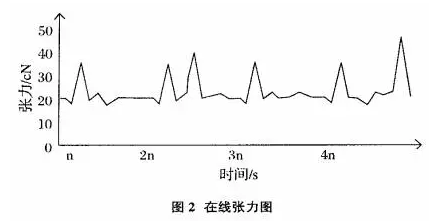
僵丝是指DTY上出现成段的、连续不蓬松的紧捻丝,较短的成点状的叫点僵。一般情况下,僵丝对织造过程影响不大,但坯布染色后会产生长短不一的段斑色差,有点状(僵点)或间歇性条状(僵丝条),该段织物因僵丝的存在其吸色性比周围的明显要深且缺乏弹性。僵丝的成因主要有POY拉伸不足,锭位故障,POY条干、含油不均匀;加工速度过高导致丝条抖动、加工过程不稳定;熔体或切片质量问题及组件状态不佳,在POY生产过程,组件过滤性能差,容易喷出状态不理想的丝;侧吹风紊乱等。这些在POY条干波谱图中表现出在短片段出现波峰,这种POY在后加工过程中张力不稳定,容易造成解捻不完全,形成僵丝或者黏接点。在加弹机上的锭位故障如假捻器打滑、第一罗拉不平整、透光或跑偏、第一热箱内丝道不正等也会产生僵丝。这在有在线张力仪监控系统的设备上也可以看出来。如图2,在N秒周期内出现同一峰值,与第一罗拉微动周期一致,这说明第一罗拉在某处透光或者倾斜(或者皮圈严重磨损或跑偏),造成夹持力不够;无周期性出现峰值,则跟假捻器打滑或者存在丝道问题有关。
2 解决办法
解决僵丝问题首先保证POY质量:要降低POY条干圈、含油不匀问题,及时跟踪组件状态和侧吹风状况,避免出现波动的POY在后加工过程在中出现张力不均、假捻不充分形成僵丝。DTY加工过程要一求设备完好,一、二两级罗拉不打滑或者跑偏,使丝条拉伸一致;加工工艺上要求加工速度适中,过高的加工速度会导致丝条抖动,在假捻器上摩擦状况不稳定,丝条出现问断性的僵丝;丝道上要保证在一热箱内丝条受热均匀,避免出现丝条窜热箱、丝条不进一热箱进口或者出口端,这些情况均会使丝条受热不够,加捻效果呈现差异。另外要加强在线生产状态监控,消除各种不稳定因素,更要保持良好的设备状态,建立周期性的部件更换或者维护,有条件的安装在线张力系统。
3 毛丝
1 疵点现象及原因
毛丝是DTY单丝断头后形成的,它的存在,使其在织造过程与设备、丝条间增加摩擦。在机织时,整经容易断头,丝条过筘齿不顺,开头不清;在纬编大圆机上,储丝器上易缠丝导致该路纱线进线长度有差异,形成色差,易断针造成漏针;经编对毛丝的要求更高,很容易造成织物起毛起球。
以机织加工为例,由于磨擦及其增加的静电聚集,整经过程中,部分纱线的整经张力偏大,整经片纱张力不均匀,影响浆纱生产和浆轴的质量。浆纱后,毛羽不能很好帖伏,加上织造过程中经纱受到停经片、综丝、刚筘的刮擦,断裂的单丝更容易黏接在一起,使纱身表面“耸立”,与邻纱纠缠形成松软球,造成织造中开口不清,出现“三眺”疵点。如果是单个丝饼毛丝,则容易使整根纱线生产过程张力偏高偏紧,最终成品染色后出现色差。如果是在加工细旦高密织物厦有梭生产时更加明显。同时由于毛丝造成频繁的开停机,面料形成停车挡,特别是纬密较低的面料更明显。纬纱毛丝较多时,丝条之间的摩擦增加,退绕性能变差,在无梭织机高速织造过程中.纬纱引纬速度高,易形成频繁搭丝断头,使织造无法进行。
在纺丝过程中,切片含水量过高、熔体特性黏度过低、工艺拉伸过分、组件过滤效果差、喷丝状志不良、POY含油不足或不当、设备锭位上热箱结焦,主要的受力导丝器假捻盘损伤后擦伤单丝、兔子头损坏都是造成毛丝的原因。
2 解决办法
如果出现整批毛丝多、DTY毛丝锭位不固定的情况,重点排查POY加工情况,有时候仅仅是更换组件也能消除批量毛丝现象。如果是单锭问题,重点检查DTY的瓷件问题,尤其是一些丝饼单端面的毛丝,往往和卷绕兔子头瓷件质量有关。
4 退绕
1 疵点现象及原因
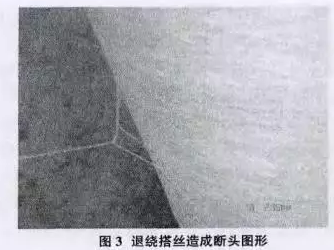
织造过程中退绕不良,丝条容易断头,严重的甚至缠结在垫饼上导致断头.不但降低生产效率,增加劳动强度,还会使面料出现结头疵点,若作为经纱容易造成无法整经使用的情况。退绕不良(图3)是DTY的第二大质量问题,尤其是对于单丝纤度在0.5dtex以下的细旦多孔丝,如56dtex/72f83dtex/144f等规格.退绕问题显得尤为突出,直接决定产品能不能作为纱线织造使用。
造成退绕不良的原因很多。一般情况下,DTY的强度、伸长等均能满足织造要求.不会出现因为强度或者伸长太低而使复丝断裂的情况。DTY生产厂家大多比较关注网络个数和含油率问题,以为只要解决了纱线抱合力问题就能满足退绕要求,而很少有DTY生产厂家检测残余扭矩和卷装密度这两项指标,对其重要影响了解也不够,但在长期的用户服务过程中,我们总结出这两项因素是决定产品退绕性能好坏至关重要的指标。过大的残余扭矩增加了纱线的扭曲性能,特别是在整经、纬编等开停车时,已退绕出来的一段DTY张力得到松弛,在残余扭矩的作用下产生扭结,使丝条无法通过导丝器、钢筘齿或者织针,从而形成断头。
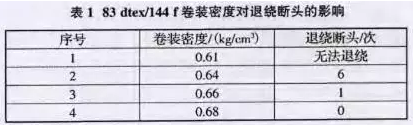
卷装密度也是一项被很多DTY生产厂家忽略的因素,由于该指标既无国标也无合同规定,一直没有给予足够的关注,但在研究退绕断头性能与卷装密度之间的关系过程中,发现两者联系紧密。尤其是对于83dtex/144f这类多孔细旦品种,试验发现,卷装密度小于0.66kg/cm3就开始出现断头,密度戒小到0.61kg/cm3时,产品基率无法保证退绕,尤其是在丝饼离两端断5cm密度最小的区域,丝条缠结断头情况最为严重。原因可能是由于密度越小,丝条间越松散容易滑动。在退绕摩擦力带动下,上层丝条逐渐滑移松散,滑移到一定程度之后,在残余扭矩作用下和下层丝条缠结,形成断头。表1是各卷装密度条件下,满卷DTY在1500m/min的退绕条件退绕1kg的断头情况。可以看出,随着卷装密度的增加退绕性能越来越好,当密度达到0.68kg/cm3以后,退绕性能较好。当然由于绊丝的矛盾,卷装密度不能无限增加,生产中发现只要将卷装密度控制到0.67kg/cm3以上就能满足用户需求。
2 解决办法
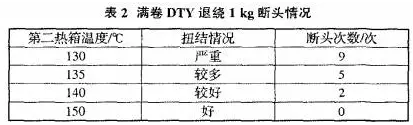
残余扭矩过大的主要原因是第二热箱稳定没定不当,一、二热箱之间的温差相差太高,使假捻过程中受到的盘片摩擦应力未得到充分释放,丝条定形不充分。通过适当提高第二热箱温度的办法,能有效降低残余扭矩。表2是实验某品种在不同第二热箱温度条件下的退绕断头情况比较(退绕速度1500m/min)。由表2可见,第二热箱温度设定合适可改善退绕断头情况。当然考虑到温差太小,容易对染色形成厚透等色差问题,经过试验,一般对于线密度167dtex的品种,温差设定在20~30℃较为合适。
提高卷装密度需要DTY丝饼有合适的成型参数才能实现,否则一味增加卷绕张力来提高卷装密度,其上限很难突破某个临界值且容易出现绊丝、凸肩等现象。尤其是多孔细旦品种,由于单丝数目多,增加了复丝蓬松性,较粗旦丝相比,同样的重量需要占用更多的堆积空间,因此卷装密度更小,织造过程更容易出现缠丝断头现象。只有通过选用合适的防凸、防叠、端面锥角和交叉角这些成型参数,使丝饼表层各处密度相对均匀一致,才能得到卷装密度高且无绊丝的产品。
当然,DTY毛丝多、含油率不足,也会对退绕断头情况有一定影响,特别是对于多孔细旦的品种,由于丝条与导丝器接触面积大,摩擦数高易产生静电,导致毛丝缠结;单丝间抱合力不好,相互缠扭,导致退绕张力突变而断头。因此,在生产时应尽量减少毛丝,根据不同的品种选择合适的上油率。
5 网络不良
1 疵点现象及原因
为满足织造机械加工速度的不断提高以及一些装饰面料风格的要求,涤纶长丝很多品种都加了网络以增加丝条间集束性,减少织造时丝条之间的摩擦力,提高加工速度。如果纱线网络不良,织机钢筘前由于开口作用经纱相互频繁上下摩擦容易形成毛丝、缠结断头,同时,网络不良的纱线在面料上也会出现浅色凹陷的疵点。网络不良对织造过程的影响有些类似于毛丝严重的分析,织造用户反馈的网络问题主要有整体性网络不良和单个丝饼网络不良。
2 解决办法
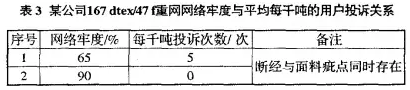
对于整体性网络不良,通过提高网络压空压力、选择合适的喷嘴型号、增加2BIS罗拉提高纱线张力稳定性、调整纱线孔数降低单丝线密度等办法可以有效提高网络整体牢度,同时也能提高整体水平,减少单锭网络不良的几率。表3是某公司产品167dtex/47f重网产品络牢度与平均每千吨的用户投诉关系,可以看出一旦产品的整体牢度达到某一要求,则出现个别或者整体牢度问题的趋势大幅下降。
单锭网络不良的情况主要是喷嘴堵塞或者设备缺陷,通过外观自检排查设备缺陷是减少单锭网络不良的唯一办法,例如:一、二罗拉锈死或松动带来的张力差异、喷嘴孔堵塞、喷嘴未关闭等情况。
结语
要减少涤纶DTY在织造过程中的质量缺陷,必须在生产过程中进行全面的质量管理,除选择合适的生产工艺外,重点要保证POY原料的质量,保持生产过程各工艺参数的稳定,加强前后纺锭位质量管理,减少设备锭位间差异,提高产品的均匀一致性,严格执行检验标准,并要了解客户的需要和织机特点,才能生产出客户满意的产品。



 苏公网安备:
苏公网安备:
{kind=link}